Hydraulický lis
-scaled.jpg "Hydraulic Press 1")
Hydraulický hlubokotažný lis, hydraulický lis je stroj, který využívá kapalinu jako pracovní médium a je vyroben podle Pascalova principu pro přenos energie k realizaci různých procesů. Hydraulický lis se obecně skládá ze stroje (hostitele), energetického systému a hydraulického řídicího systému. Hydraulické lisy se dělí na ventilové hydraulické lisy, kapalinové hydraulické lisy a strojírenské hydraulické lisy.
 Úvod
Úvod
Hydraulický lis pro hluboké tažení, hydraulický lis (také známý jako hydraulický lis) je a stroj která využívá hydrostatický tlak ke zpracování kovu, plastický, pryž, dřevo, prášek a další produkty. Často se používá v procesu lisování a lisování, jako je kování, lisování, vytlačování za studena, rovnání, ohýbání, lemování, hluboké tažení plechů, prášková metalurgie, lisování atd.
Hydraulický lis pro hluboké tažení, hydraulický stroj je vyráběn technologií hydraulického převodu a hlavním teoretickým základem hydraulického převodu je Pascalův princip, princip kontinuity a zákon konstanty ruky v mechanice tekutin. S neustálým rozvojem průmyslu a vědy a techniky mé země se technologie hydraulického převodu stále více používá v mnoha oblastech. Hydraulické lisy vyráběné hydraulickým převodem jsou proto stále populárnější. Tento návrh je vyprávěn především ze tří hledisek: úvod, návrh konstrukce karoserie a návrhový výpočet a návrh hydraulického systému. Dále podrobně vysvětluje základní principy činnosti, vlastnosti, klasifikaci, základní parametry a stavbu těla hydraulického lisu. Kontrolní a návrhový výpočet pevnosti a tuhosti jeho částí a součástí. Zejména při návrhu hydraulického systému jsou specifické požadavky a problémy s pozorností hydraulického systému předkládány z mnoha úhlů a aspektů a měly by splňovat požadavky na nízkou cenu, vysokou účinnost a nízkou hmotnost.
Hydraulický lis pro hluboké tažení, jeho principem je použití Pascalova zákona k využití strojů pro přenos hydraulického tlaku, existuje mnoho typů. Samozřejmě i použití je různorodé podle potřeb. Například podle typu kapaliny, která přenáší tlak, existují dvě kategorie: hydraulický lis a hydraulický lis.
Celkový tlak generovaný hydraulickým lisem je poměrně velký a často se používá pro kování a lisování. Kovací hydraulický lis se dělí na zápustkový kovací hydraulický lis a volný kovací hydraulický lis. Hydraulický lis pro zápustkové kování používá formy, zatímco hydraulický lis pro volné kování formy nepoužívá. První hydraulický lis na 10 000 tun vyrobený v mé zemi je hydraulický lis pro volné kování.
aplikace
Hydraulický lis pro hluboké tažení, hydraulický lis je stroj, který používá kapalinu jako pracovní médium k přenosu energie k dosažení různých procesů. Kromě použití pro kování a tváření lze hydraulické lisy použít také pro rovnání, lisování, balení, briketování a lisování. Hydraulické lisy zahrnují hydraulické lisy a hydraulické lisy. Kapalina na vodní bázi se nazývá hydraulický lis a olej se nazývá hydraulický lis. Specifikace hydraulických lisů jsou obecně vyjádřeny jako jmenovitá pracovní síla (kN) nebo jmenovitá tonáž (tuny). Většina hydraulických lisů pro kování jsou hydraulické lisy s relativně vysokou tonáží. Aby se zmenšila velikost zařízení, velké kovací hydraulické lisy obvykle používají vyšší tlaky (asi 35 MPa) a někdy používají ultra vysoké tlaky nad 100 MPa. Hydraulické lisy pro jiné účely používají obecně pracovní tlak 6-25 MPa. Tonáž hydraulického lisu je nižší než u hydraulického lisu.
Dějiny
Hydraulický lis pro hluboké tažení, v roce 1795 Brit J. Brammer použil Pascalův princip k vynalezení hydraulického lisu pro balení a lisování rostlinného oleje. V polovině 19. století začala Británie používat ke kování hydraulické lisy a hydraulické lisy postupně nahradily super velká parní kovací buchary. Do konce 19. století vyrobily Spojené státy hydraulické lisy pro volné kování o výkonu 126 000 kN. Od té doby bylo po celém světě vyrobeno více než 20 sad 100 000 kN volně kovitelných hydraulických lisů, včetně dvou vyrobených v Číně (viz barevný obrázek). Se vzhledem a zdokonalováním elektrických vysokotlakých čerpadel se směrem k menší tonáži vyvíjejí i kovací hydraulické lisy. Po 50. letech se objevil malý rychlý kovací hydraulický lis, který dokáže vykonat práci odpovídající kovacím bucharům 30-50 kN. Ve 40. letech Německo vyrobilo obří hydraulický lis na kování 180 000 kN. Od té doby bylo po celém světě vyrobeno 18 hydraulických lisů přes 180 000 kN, z toho jeden vyrobený v Číně má 300 000 kN.
Princip fungování
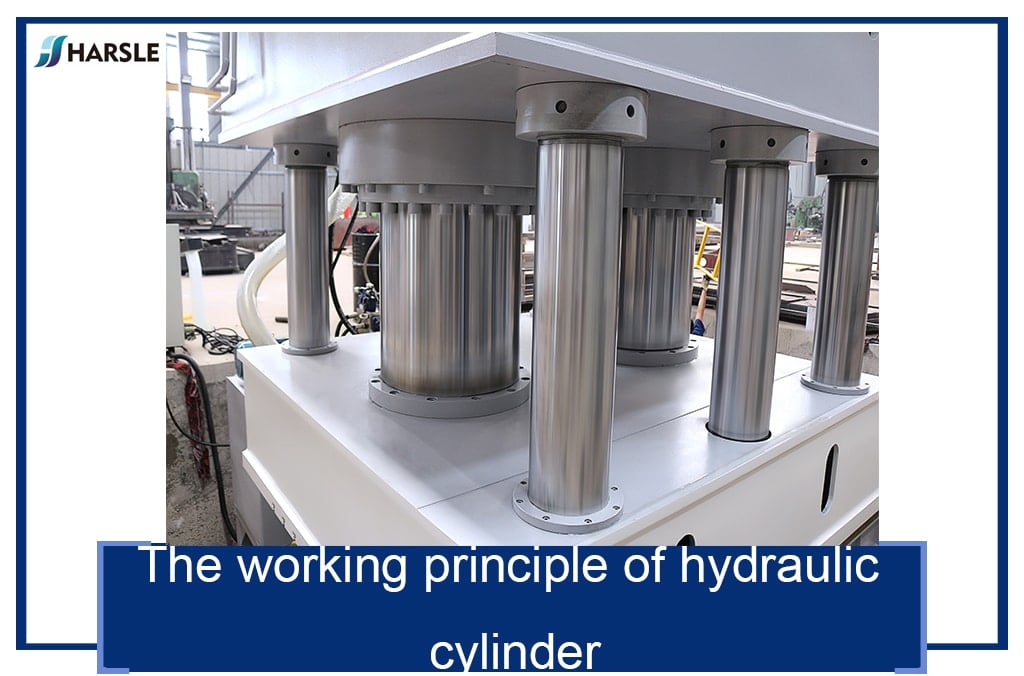
Hydraulický lis pro hluboké tažení, princip činnosti hydraulického lisu. Oblasti velkého a malého plunžru jsou S2 a S1.

Síla hydraulického lisu je F2 resp. F1. Podle Pascalova principu je tlak uzavřené kapaliny všude stejný, tedy F2/S2=F1/S1=p; F2=F1(S2/S1). Představuje zesílení hydraulického tlaku. Stejně jako mechanický zisk, síla se zvětší, ale práce nezíská. Vzdálenost pohybu velkého plunžru je tedy S1/S2 krát větší než vzdálenost pohybu malého plunžru.
Hydraulický lis pro hluboké tažení, základní princip spočívá v tom, že olejové čerpadlo dodává hydraulický olej do integrovaného ventilového bloku kazety a distribuuje hydraulický olej do horní dutiny nebo spodní dutiny válce prostřednictvím různých jednosměrných ventilů a přepouštěcích ventilů a vytváří válec se pohybuje působením vysokotlakého oleje. Je to zařízení, které využívá kapalinu k přenosu tlaku. Když tlak kapaliny přechází v uzavřené nádobě, řídí se Pascalovým zákonem. Hydraulický převodový systém čtyřsloupového hydraulického lisu se skládá z pohonného mechanismu, ovládacího mechanismu, výkonného mechanismu, pomocného mechanismu a pracovního média. Pohonný mechanismus obvykle používá jako pohonný mechanismus olejové čerpadlo, což je obecně produktové olejové čerpadlo. Aby byly splněny požadavky na rychlost pohybu pohonu, volí se jedno olejové čerpadlo nebo více olejových čerpadel. Zubová čerpadla pro nízký tlak (tlak oleje menší než 2,5 MP); lopatková čerpadla pro střední tlak (tlak oleje menší než 6,3 MP); plunžrová čerpadla pro vysoký tlak (tlak oleje menší než 32,0 MP). Tlakové zpracování a tváření různých plastových materiálů, jako je vytlačování, ohýbání, hluboké tažení nerezových plechů a tváření kovových dílů za studena. Může být také použit pro lisování práškových výrobků, brusných kotoučů, bakelitu a pryskyřičných termosetů.
Pracovní médium
Hydraulický hlubokotažný lis, funkcí pracovního média používaného v hydraulickém lisu je nejen přenášet tlak, ale také zajistit, aby pracovní části stroje byly citlivé, spolehlivé, s dlouhou životností a méně netěsné. Základní požadavky hydraulického lisu na pracovní médium jsou ① vhodná tekutost a nízká stlačitelnost pro zlepšení účinnosti přenosu; ② antikorozní; ③ dobrý mazací výkon; ④ snadné utěsnění; ⑤ stabilní výkon, dlouhodobá práce Bez zhoršení. Hydraulický lis zpočátku používá jako pracovní médium vodu a později se mění na emulzi vyrobenou přidáním malého množství emulgovaného oleje do vody pro zvýšení mazivosti a snížení rzi. Koncem 19. století se objevily hydraulické lisy využívající jako pracovní médium minerální olej. Olej má dobrou mazací schopnost, odolnost proti korozi a střední viskozitu, což je výhodné pro zlepšení výkonu hydraulického lisu. Ve druhé polovině 20. století se objevil nový typ emulze na vodní bázi a její emulgovaná forma byla „voda v oleji“ namísto původní „olej ve vodě“. Vnější fází emulze „voda v oleji“ je olej. Jeho mazací schopnost a odolnost proti korozi se blíží oleji a obsahuje velmi málo oleje a není snadné ho spálit. Emulze na vodní bázi jsou však dražší, což omezuje jejich propagaci.

Obrázek 2 Schéma systému pohonu hydraulického lisu
Řídící systém
Hydraulický hlubokotažný lis, pohonný systém hydraulického lisu má především dva typy: přímý pohon čerpadla a pohon čerpadla-akumulátoru. Čerpadlo systému přímého pohonu čerpadla dodává vysokotlakou pracovní kapalinu do hydraulického válce, rozdělovací ventil se používá ke změně směru přívodu kapaliny a přepouštěcí ventil se používá k nastavení omezeného tlaku systému a zároveň hraje roli bezpečného přetečení. Tento druh pohonného systému má málo článků a jednoduchou strukturu. Tlak lze automaticky zvyšovat nebo snižovat podle požadované pracovní síly, čímž se snižuje spotřeba elektrické energie, ale kapacita čerpadla a jeho hnacího motoru musí být dána maximální pracovní silou a maximální pracovní rychlostí hydraulického stroje. Tento typ pohonného systému se většinou používá u malých a středních hydraulických lisů, ale i velkých (např. 120 000 kN) volně kovářských hydraulických lisů přímo poháněných čerpadly.
Hydraulický hlubokotažný lis,pohony čerpadlo-akumulátor V tomto systému pohonu je jeden nebo skupina akumulátorů. Když má vysokotlaká pracovní kapalina dodávaná čerpadlem přebytek, je uložena v akumulátoru; při nedostatečném zásobování se doplňuje akumulátorem. U tohoto systému lze volit kapacitu čerpadel a motorů podle průměrného množství vysokotlaké pracovní kapaliny. Protože je však tlak pracovní tekutiny konstantní, spotřeba energie je velká a systém má mnoho vazeb a složitých struktur. Tento druh pohonu se většinou používá u velkých hydraulických lisů, nebo soustava pohonů pohání několik hydraulických lisů.
Typ struktury
Hydraulický lis pro hluboké tažení, podle směru síly, existují dva typy hydraulických strojů: vertikální a horizontální. Většina hydraulických lisů je vertikálních a hydraulické lisy pro vytlačování jsou většinou horizontální. Podle typu konstrukce má hydraulický lis dvousloupový, čtyřsloupový, osmisloupový, svařovaný rám a vícevrstvý ocelový pásový navíjecí rám atd., a střední a malé vertikální hydraulické lisy také používají typ C-rám . Hydraulický lis s C-rámem je otevřený na třech stranách, který se snadno ovládá, ale má špatnou tuhost. Hydraulický lis svařovacího rámu používaný pro lisování má dobrou tuhost, otevřený vpředu i vzadu, ale zavřený vlevo a vpravo. Ve vertikálním čtyřsloupovém volném kovacím hydraulickém lisu s horním převodem je válec upevněn v horním nosníku, plunžr je pevně spojen s pohyblivým nosníkem a pohyblivý nosník je veden sloupem a pohybuje se nahoru a dolů pod nosníkem. tlak pracovní tekutiny. Je zde pracovní stůl, který se může po nosníku pohybovat tam a zpět. Horní kovadlina a spodní kovadlina jsou příslušně instalovány pod pohyblivým nosníkem a na pracovní ploše. Pracovní sílu nese rám složený z horních a spodních nosníků a sloupů. Velké a střední hydraulické lisy pro volné kování poháněné čerpadlo-akumulátory často používají tři pracovní válce k získání tříúrovňové pracovní síly. Vně pracovního válce jsou rovněž uspořádány vyvažovací válec a vratný válec, které vyvíjejí sílu směrem nahoru.
Klasifikace
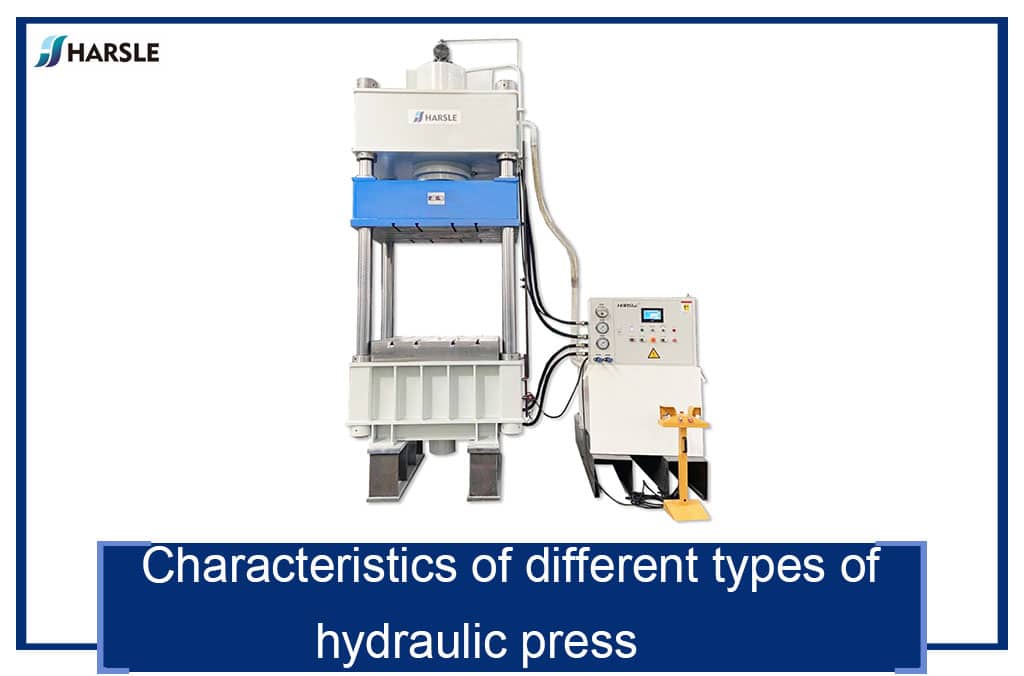
Podle konstrukční formy se dělí především na čtyřsloupový typ, jednosloupový typ (typ C), horizontální typ, vertikální rám, univerzální hydraulický lis atd.
Podle účelu se dělí především na tváření kovů, ohýbání, protahování, děrování, práškové (kovové, nekovové) tváření, lisování a vytlačování.
Hydraulický lis pro kování za tepla
Velký hydraulický kovací lis je kovací zařízení, které dokáže dokončit různé procesy volného kování a je jedním z nejpoužívanějších zařízení v kovárenském průmyslu. V současné době existují kovací hydraulické lisy 800T, 1600T, 2000T, 2500T, 3150T, 4000T, 5000T a další sériové specifikace.
Čtyřsloupový hydraulický lis
Hydraulický lis je vhodný pro proces lisování plastových materiálů. Jako je lisování práškových produktů, lisování plastových produktů, lisování kovů za studena (za tepla), protahování plechů a horizontální lisování, lisování ohýbáním, otáčení a korekce.
Čtyřsloupový hydraulický lis lze rozdělit na čtyřsloupový dvouramenný hydraulický lis, čtyřsloupový tříramenný hydraulický lis, čtyřsloupový čtyřramenný hydraulický lis atd.
Jednoramenný hydraulický lis (jednosloupový hydraulický lis)
Pracovní rozsah lze rozšířit pomocí prostoru na třech stranách, prodloužením zdvihu hydraulického válce (volitelné), maximální výsuv je 260 mm-800 mm a pracovní tlak lze přednastavit; chladicí zařízení hydraulického systému.
Portálový hydraulický lis
Díly stroje lze montovat, demontovat, rovnat, kalandrovat, natahovat, ohýbat, děrovat atd. a realizovat tak jeden stroj s více funkcemi. Pracovní stůl stroje lze posouvat nahoru a dolů a velikost rozšířila výšku otevírání a zavírání stroje, což usnadňuje použití.
Dvousloupový hydraulický lis
Tato řada výrobků je vhodná pro lisování, ohýbání a tvarování, embosování a rýhování, obrubování, děrování a mělké tažení malých dílů různých dílů; tváření výrobků z kovového prášku a další zpracovatelské techniky. Přijímá elektrické ovládání, je vybaveno posuvnými a poloautomatickými cykly, dokáže udržet tlak a dobu zpoždění a má dobré vedení posuvného bloku, pohodlné ovládání, snadnou údržbu, ekonomické a odolné. Podle potřeb uživatelů lze přidat funkce jako termopřístroj, vyhazovací válec, digitální displej zdvihu a počítání.
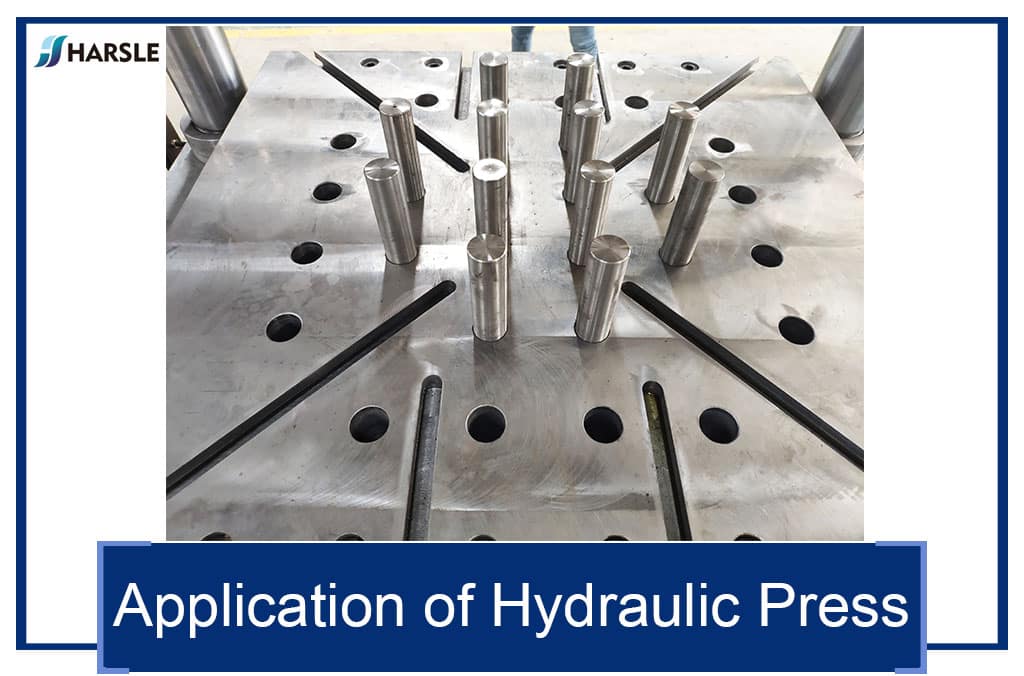
Použití produktu
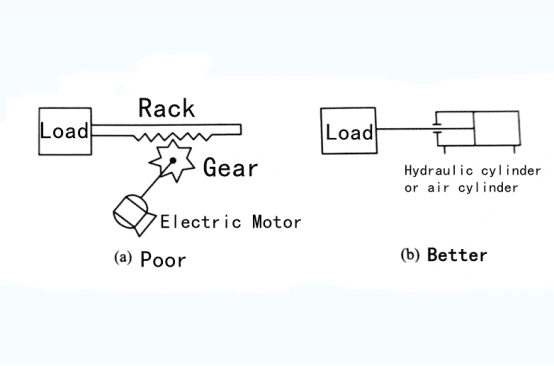
Toto zařízení je vhodné zejména pro různé procesy, jako je ohýbání, tváření a lemování středových částí zátěže. Po vybavení děrovacím nárazníkovým zařízením jej lze použít také pro zpracování děrování a vysekávání. Používá se v lodním průmyslu, průmyslu tlakových nádob, chemickém průmyslu a dalších průmyslových odvětvích. Produkt dle výběru.
Používá se k protahování, tváření, soustružení, ohýbání a lisování plechových dílů. Může být také použit pro obecný proces lisování. Podle potřeb uživatele lze přidat vyrovnávací paměť pro děrování, děrování, pohyblivý stůl a další zařízení.
Tříramenný a čtyřsloupový hydraulický lis lze kromě kování a tváření použít také pro rovnání, lisování, balení, briketování a lisování.
Může být také použit pro proces lisování dílů hřídele, kalibraci, krimpování, lisování profilu a ohýbání, narážení, tvarování, embosování, objímkové lisování, protahování a lisování plastových materiálů, jako je lisování, ohýbání, a soustružení. Protahování tenkých okrajů a další operace lze také zapojit do operací kalibrace, lisování, plastových výrobků a lisování práškových výrobků. Pro své široké možnosti použití se mu také říká univerzální hydraulický lis.
Technické podmínky
1. Výkresy a technické požadavky hydraulického lisu musí odpovídat příslušným platným normám a musí být schváleny v souladu s předepsanými postupy před použitím pro výrobu.
2. Design by měl být přiměřený v uspořádání, krásný vzhled, bezpečný a spolehlivý při používání, citlivý a lehký v provozu, síla ručního ovládání ne větší než 49N (5kgf), síla na pedál ne větší než 78? 4N (8kgf).
3. U důležitých vodících kolejnic, sloupků a pohyblivých (plunžrových) zástrček by měla být přijata opatření proti opotřebení. Posuvná vodicí lišta (nebo pásová plocha) a pracovní plocha trupového vyhledávání by si měla zachovat potřebný rozdíl tvrdosti.
4. Díly, součásti nebo zařízení vážící více než 15 kg se musí snadno zvednout a instalovat. V případě potřeby by měly být k dispozici zvedací otvory nebo zvedací háky (smyčky).
5. Hydraulický lis a jeho části zabalené zcela nebo zčásti musí odpovídat aktuálním normám a příslušným předpisům pro přepravu a nakládání.
6. Dílčí sestavy a součásti musí mít příslušné instalační identifikační značky. Mezi nimi musí být instalovány deskové nebo trubkové ventily se správnou orientací a potrubí a hydraulické komponenty by měly mít prachotěsná opatření.
Technologie tváření
Výhoda
Ve srovnání s tradičním procesem lisování má proces hydraulického tváření zjevné technické a ekonomické výhody, pokud jde o snížení hmotnosti, snížení počtu dílů a počtu zápustek, zlepšení tuhosti a pevnosti a snížení výrobních nákladů. Výhody získala v průmyslové oblasti, zejména v automobilovém průmyslu. Stále více aplikací.
V automobilovém průmyslu, letectví, kosmonautice a dalších oborech je snižování kvality konstrukce za účelem úspory energie při provozu dlouhodobým cílem, který lidé sledují, a také jedním z vývojových trendů pokročilé výrobní technologie. Hydroforming (hydroforming) je pokročilá výrobní technologie k dosažení lehké konstrukce.
Hydraulické tvarování se také nazývá „vnitřní vysokotlaké tvarování“. Jeho základním principem je použití trubky jako polotovaru, aplikace ultravysokotlaké kapaliny uvnitř trubky a aplikace axiálního tlaku na oba konce polotovaru trubky pro opětovné naplnění. Při kombinovaném působení dvou vnějších sil prochází materiál trubkového polotovaru plastickou deformací a nakonec lícuje s vnitřní stěnou dutiny formy pro získání dutého dílu, jehož tvar a přesnost splňují technické požadavky.
Avýhoda
U dutých konstrukčních dílů s proměnlivým průřezem je tradičním výrobním procesem nejprve vyrazit dvě poloviny a poté je svařit do celku, zatímco hydraulické tváření může integrálně vytvořit duté konstrukční díly, které se mění podél průřezu součásti najednou. Ve srovnání s procesem lisování a svařování má technologie a proces hydroformingu následující hlavní výhody:
1. Snižte kvalitu a šetřete materiály. U typických dílů, jako jsou držáky automobilových motorů a držáky chladiče, lze hydraulické tváření dílů snížit o 20% až 40% ve srovnání s lisovanými díly; u dutých stupňovitých dílů hřídele lze hmotnost snížit o 40% až 50%.
2. Snižte počet dílů a forem a snižte náklady na formy. Hydroformované díly obvykle vyžadují pouze jednu sadu forem, zatímco lisovací díly obvykle vyžadují více sad forem. Počet dílů držáku motoru tvářených hydraulickým tvářením byl snížen ze 6 na 1 a počet dílů držáku chladiče byl snížen ze 17 na 10.
3. Může snížit množství svařování pro následné obrábění a montáž. Vezměte si jako příklad držák chladiče, plocha pro odvod tepla se zvýšila o 43%, počet pájených spojů se snížil ze 174 na 20, počet procesů se snížil z 13 na 6 a produktivita se zvýšila o 66%.
4. Zlepšit pevnost a tuhost, zejména únavovou pevnost. Hydraulicky tvarovaný držák chladiče může například zvýšit svou tuhost o 39% ve vertikálním směru a 50% v horizontálním směru.
5. Snižte výrobní náklady. Podle statistické analýzy použitých hydroformovaných dílů jsou výrobní náklady na hydraulické tváření dílů sníženy v průměru o 15%-20% v porovnání s lisovanými díly a náklady na lisování jsou sníženy o 20%-30%.
Procesní aplikace
Rhněv
Proces hydraulického tváření má širokou škálu aplikací v automobilovém, leteckém, leteckém a potrubním průmyslu. Je vhodný především pro: kruhové, obdélníkové nebo tvarované duté konstrukční díly, které se mění podél osy součásti, jako jsou tvarované potrubní fitinky pro automobilové výfukové systémy; nekruhové průřezy Duté rámy, jako jsou držáky motoru, držáky přístrojové desky, rámy karoserie (přibližně 11% až 15% hmotnosti vozu); duté hřídele a složité potrubní tvarovky atd. Obrázek 2 ukazuje některé typické díly vyráběné v automobilovém průmyslu pomocí procesu hydraulického tváření.
Mezi použitelné materiály pro proces hydraulického tváření patří uhlíková ocel, nerezová ocel, slitina hliníku, slitina mědi, slitina niklu atd. V zásadě jsou pro proces hydraulického tváření vhodné všechny materiály vhodné pro tváření za studena. Hlavně pro továrny na autodíly, továrny na elektroniku, továrny na elektrické spotřebiče, továrny na tepelné zpracování, továrny na díly vozidel, továrny na převodovky, továrny na díly klimatizací
Funkce
1. Podle funkce a účelu může být hodnocen jako:
Hydraulický lis pro tváření prášku Automobilový těžký nosník hydraulický lis Nekovový speciální hydraulický lis Mechanický opravárenský hydraulický lis Hydraulický lis na uhlíkové produkty Hydraulický lis na nemateriálové produkty Hydraulický lis na keramické produkty
2. Podle druhu se dělí na:
Dvoupaprskový čtyřsloupový hydraulický lis
Třípaprskový čtyřsloupový hydraulický lis
Jednoramenný hydraulický lis
Portálový hydraulický lis
3. Podle tonáže:
Hydraulický lis 63 tun
Hydraulický lis 100 tun
Hydraulický lis 150 tun
Hydraulický lis na 200 tun
Hydraulický lis 250 tun
Hydraulický lis 300 tun
Hydraulický lis 315 tun
Hydraulický lis 500 tun
Hydraulický lis 630 tun
Hydraulický lis 800 tun
Volitelná konfigurace
Hlavní funkce
Elektronika proti převrácení válce
Nalisovaná velká ozubená kola a hřídele
Korekce přední nápravy
Korekce deformovaných dílů
Demontáž a montáž válečkových kuželových ložisek
Vyměňte membránovou pružinu automobilové spojky
Vnější kroužek ložiska nalisovaný
Vyměňte pryžovou sestavu reakční tyče
Demontáž a montáž různých těsně přiléhajících dílů
Vyměňte dorazovou pružinu kotouče spojky
Nýtování, řezání a odlévání zubových nýtů zadní nápravy
Nalisované pístní čepy, čepy kloubů řízení a různá pouzdra čepů
Hlavní části jsou vyrobeny z integrální lité oceli č. 45 a jsou kalené a temperované
Pracovní stůl využívá pohyblivou základní desku
Systém údržby
Péče a údržba
1. Jako pracovní olej se doporučuje používat hydraulický olej č. 32 a č. 46 proti opotřebení a teplota oleje je v rozmezí 15-60 stupňů Celsia.
2. Olej je před přidáním do nádrže přísně filtrován.
3. Pracovní kapalina by měla být vyměněna jednou ročně a doba první výměny by neměla přesáhnout tři měsíce;
4. Kluzný blok by měl být často mazán a nechráněný povrch kolony by měl být často udržován v čistotě a před každou prací by měl být nastříkán mazací olej.
5. Maximální dovolená excentricita soustředěného zatížení je 40 mm při jmenovitém tlaku 500T. Přílišná excentricita může snadno způsobit namáhání kolony nebo jiné nežádoucí jevy.
6. Kalibrujte a kontrolujte manometr každých šest měsíců;
7. Pokud je stroj delší dobu mimo provoz, povrch každé části by měl být vyčištěn a natřen antikorozním olejem.
Bezpečný provoz je důležitý
1. Osoby, které nerozumí struktuře, výkonu nebo provozním postupům stroje, by neměly stroj bez oprávnění spouštět;
2. Stroj by neměl být během pracovního procesu repasován nebo seřizován;
3. Když stroj zjistí vážné úniky oleje nebo jiné abnormality (jako je nespolehlivá činnost, velký hluk, vibrace atd.), měl by se zastavit a analyzovat příčinu, pokusit se ji odstranit a nezařadit jej do výroby s nemocí:
4. Nepřetěžujte ani nepřekračujte maximální excentricitu pro použití:
5. Je přísně zakázáno překračovat maximální zdvih jezdce a minimální výška uzavření formy nesmí být menší než 600 mm.
6. Uzemnění elektrického zařízení musí být pevné a spolehlivé:
7. Konec práce každý den: dejte jezdec do nejnižší polohy.
Sekundární údržba
1. Obráběcí stroj běží 5000 hodin pro sekundární údržbu. Účastní se především údržbáři, operátoři. Kromě provádění první úrovně údržby by měly být provedeny následující práce a měly by být prozkoumány a zmapovány opotřebitelné díly. Navrhněte náhradní díly.
2. Nejprve vypněte napájení kvůli údržbě. (Viz tabulka níže)
Sériové číslo Část údržby Obsah údržby a požadavky
Vodicí lišta nosníku a sloupu 1. Zkontrolujte a upravte vodorovnou rovinu nosníku, vodicí lištu sloupu, vodicí pouzdro, jezdec a přítlačnou desku, aby se hladce pohybovaly a splňovaly požadavky procesu.
2. Opravte nebo vyměňte chybějící díly.
Dvě hydraulické mazání 1. Demontujte, umyjte a opravte solenoidové ventily, brusné ventily a jádra ventilů.
2. Vyčistěte a zkontrolujte plunžr válce olejového čerpadla, opravte otřepy a vyměňte olejové těsnění
3 Kalibrační manometr
4. Opravte nebo vyměňte silně opotřebené díly
5. Jeďte a zkontrolujte, zda válce a plunžry běží hladce a nedochází k plížení. Podpůrný ventil může způsobit přesné zastavení pohyblivého paprsku v jakékoli poloze a pokles tlaku může splňovat požadavky procesu.
Tři elektrické spotřebiče 1. Vyčistěte motor, zkontrolujte ložisko, aktualizujte mazivo
2. Opravte nebo vyměňte poškozené součásti.
3. Elektrické spotřebiče splňují požadavky normy integrity zařízení.
Čtyři přesnosti 1. Kalibrujte úroveň obráběcího stroje, zkontrolujte přesnost seřízení a opravy.
2. Přesnost splňuje požadavky norem integrity zařízení.
Údržba a údržba hydraulického lisu stále vyžadují specializovanou, profesionální a nepřetržitou údržbu, takže může trvat déle!
Běžné selhání
Během provozu hydraulického lisu na vytlačování kovu někdy vypadnou šrouby a spadnou do hydraulického válce, což způsobí vážné škrábance na stěně plunžru. Poté, co dojde k problému, tradiční metoda nemůže vůbec dosáhnout opravy na místě. Lze jej pouze rozebrat a odeslat výrobci k opravnému svařování nebo výměně odpadu. Vzhledem k tomu, že nedochází k výměně náhradních dílů, je čas na opakovanou výrobu příslušenství nebo vrácení do továrny k opravě mimo kontrolu. Dlouhodobé odstávky způsobují podniku vážné ekonomické ztráty a zároveň musí platit vysoké náklady na zpracování nebo opravy. Aby byly splněny požadavky na nepřetržitou výrobu podniků, je nutné najít pohodlné, rychlé, jednoduché a efektivní způsoby údržby k vyřešení problémů se zařízeními, minimalizaci prostojů podniku a snížení nákladů na údržbu a údržbu. Může používat polymerní kompozitní materiály pro opravy na místě
kroky:
1. Poškrábané díly opečte kyslíko-acetylenovým plamenem (ovládejte teplotu a vyvarujte se povrchového žíhání) a celý rok pečte olej, který prosákl kovovým povrchem, dokud nebudou žádné jiskry.
2. Poškrábaný díl očistěte úhlovou bruskou, zbruste hloubku 1 mm nebo více a zbruste drážku podél vnější stěny válce, nejlépe rybinovou drážku. Vyvrtejte otvory na obou koncích škrábance, abyste prohloubili a změnili sílu.
3. Očistěte povrch savou vatou namočenou v acetonu nebo absolutním etanolu.
4. Naneste harmonizovaný a jednotný opravný materiál na poškrábaný povrch; první vrstva by měla být tenká, stejnoměrně a zcela pokrýt poškrábaný povrch, aby byla zajištěna nejlepší přilnavost mezi materiálem a kovovým povrchem, a poté nanést materiál na celé místo opravy a opakovaně přitlačovat. Ujistěte se, že materiál je naplněný a dosahuje požadované tloušťky, takže je o něco vyšší než povrch vnější stěny válce.
5. Materiálu trvá 24 hodin, než při 24°C plně dosáhne různých vlastností. Pro úsporu času lze teplotu zvýšit halogenovou žárovkou. Každé zvýšení teploty o 11°C zkrátí dobu vytvrzování na polovinu. Nejlepší vytvrzovací teplota je 70°C.
6. Po ztuhnutí materiálu opravte jemným brusným kamenem nebo škrabkou materiál, který je výše než povrch vnější stěny válce, a konstrukce je hotová.
Silová analýza jednosloupového hydraulického lisu

Vynucené schéma jednosloupkového stojanu
Rám jednosloupového hydraulického lisu lze podle jeho roviny symetrie zjednodušit na rovinný rám a jeho silový diagram lze nazvat kombinací ploché zakřivené tyče a přímé tyče, jak je znázorněno na obrázku.
OO část zakřivené tyče je ovlivněna především axiální silou a ohybovým momentem a smyková síla je zanedbatelná. Podle výpočtového vzorce zakřivené tyče jsou ohybový moment M a axiální síla N v libovolném úseku OO řezu (určené úhlem θ) resp.
M=P(l+rcos0)N=Pcos0
Pro rovné díly (viz část OB v 2-72)
M=P(l+r)
N=P