Thủy áp
-scaled.jpg "Hydraulic Press 1")
Hydraulic deep drawing press, the hydraulic press is a machine that uses liquid as a working medium and is made according to Pascal’s principle to transfer energy to realize various processes. The hydraulic press is generally composed of the machine (host), power system, and hydraulic control system. Hydraulic presses are classified into valve hydraulic presses, liquid hydraulic presses, and engineering hydraulic presses.
 Introduction
Introduction
Hydraulic deep drawing press, hydraulic press (also known as hydraulic press) is a machine that uses hydrostatic pressure to process metal, plastic, rubber, wood, powder, and other products. It is often used in pressing process and press forming process, such as forging, stamping, cold extrusion, straightening, bending, flanging, sheet deep drawing, powder metallurgy, pressing, and so on.
Hydraulic deep drawing press, the hydraulic machine is produced with hydraulic transmission technology, and the main theoretical basis of hydraulic transmission is the Pascal principle, continuity principle, and energy hand constant law in fluid mechanics. With the continuous development of my country’s industry and science and technology, hydraulic transmission technology has been more and more widely used in many fields. Therefore, hydraulic presses produced by hydraulic transmission are becoming more and more popular. This design is mainly narrated from three aspects: introduction, body structure design, and design calculation, and hydraulic system design. It also explains in detail the basic working principles, characteristics, classification, basic parameters, and body structure of the hydraulic press. Check and design calculation of the strength and stiffness of its parts and components. Especially in the design of the hydraulic system, the specific requirements and attention issues of the hydraulic system are put forward from multiple angles and aspects, and should meet the requirements of low cost, high efficiency, and lightweight.
Hydraulic deep drawing press,its principle is to use Pascal’s law to make use of hydraulic pressure transmission machinery, there are many types. Of course, the uses are also diverse according to needs. For example, according to the type of liquid that transmits pressure, there are two categories: hydraulic press and hydraulic press.
The total pressure generated by the hydraulic press is relatively large, and it is often used for forging and stamping. The forging hydraulic press is divided into die forging hydraulic press and free forging hydraulic press. The die forging hydraulic press uses molds, while the free forging hydraulic press does not use molds. The first 10,000-ton hydraulic press manufactured in my country is a free forging hydraulic press.
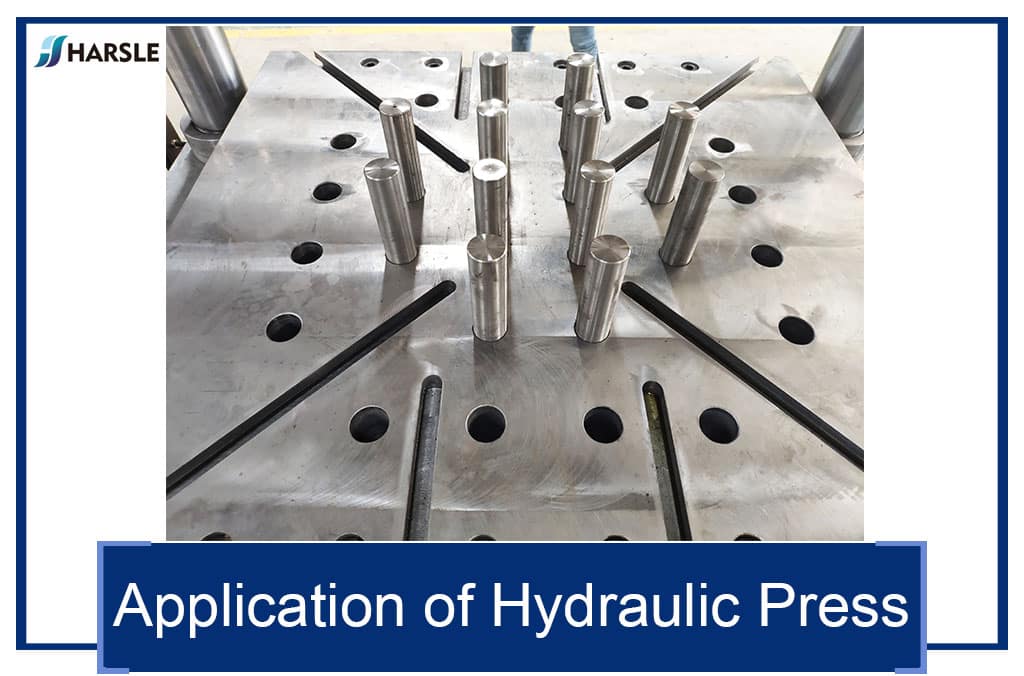
Application
Hydraulic deep drawing press, a hydraulic press is a machine that uses liquid as a working medium to transfer energy to achieve various processes. In addition to being used for forging and forming, hydraulic presses can also be used for straightening, pressing, packing, briquetting, and pressing. Hydraulic presses include hydraulic presses and hydraulic presses. The water-based liquid is called the hydraulic press, and oil is called the hydraulic press. The specifications of hydraulic presses are generally expressed in terms of nominal working force (kN) or nominal tonnage (tons). Most hydraulic presses for forging are hydraulic presses with relatively high tonnage. In order to reduce the size of the equipment, large forging hydraulic presses usually use higher pressures (about 35 MPa) and sometimes use ultra-high pressures above 100 MPa. Hydraulic presses for other purposes generally use a working pressure of 6-25 MPa. The tonnage of the hydraulic press is lower than that of the hydraulic press.
History
Hydraulic deep drawing press, in 1795, British J. Brammer applied Pascal’s principle to invent a hydraulic press for packaging and squeezing vegetable oil. By the mid-19th century, Britain began to use hydraulic presses for forging, and hydraulic presses gradually replaced super large steam forging hammers. By the end of the 19th century, the United States had produced 126,000 kN free forging hydraulic presses. Since then, more than 20 sets of 100,000 kN free forging hydraulic presses have been manufactured around the world, including two made in China (see color picture). With the appearance and improvement of electric high-pressure pumps, forging hydraulic presses are also developing in the direction of smaller tonnage. After the 1950s, a small fast forging hydraulic press appeared, which can perform work equivalent to 30-50 kN forging hammers. In the 1940s, Germany produced a giant hydraulic press for forging of 180,000 kN. Since then, 18 hydraulic presses of over 180,000 kN have been manufactured all over the world, of which one made in China is 300,000 kN.
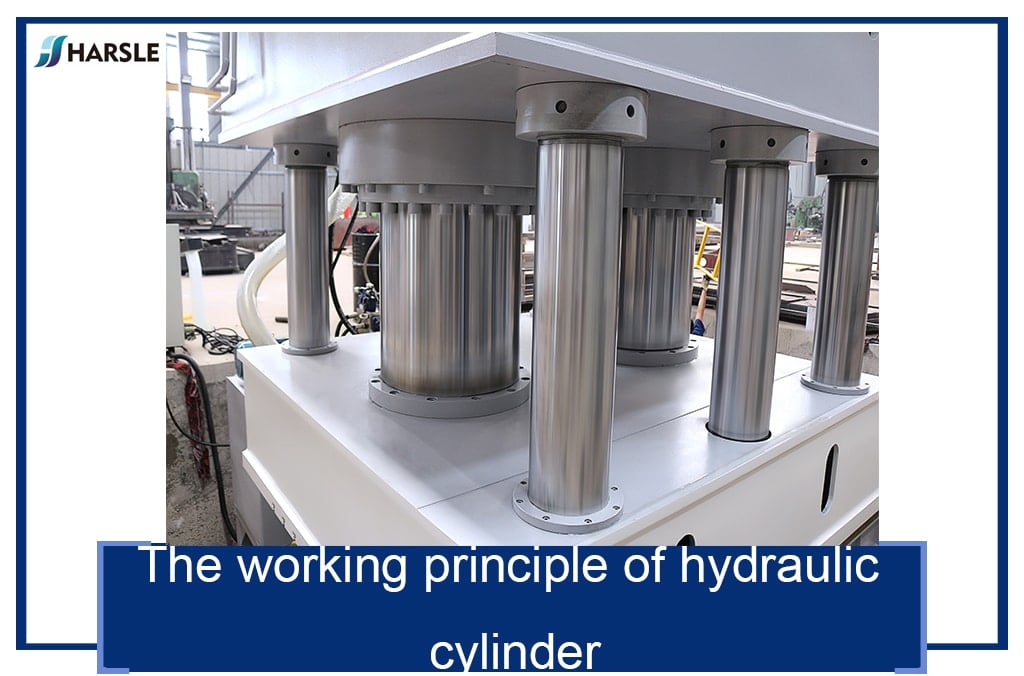
Working principle
Hydraulic deep drawing press,the working principle of a hydraulic press. The areas of the large and small plungers are S2 and S1 respectively.

The force of the hydraulic press is F2 and F1 respectively. According to Pascal’s principle, the pressure of a closed liquid is equal everywhere, that is, F2/S2=F1/S1=p; F2=F1(S2/S1). It represents the gain effect of hydraulic pressure. Like mechanical gain, the force increases, but the work does not gain. Therefore, the movement distance of the large plunger is S1/S2 times the movement distance of the small plunger.
Hydraulic deep drawing press, the basic principle is that the oil pump delivers hydraulic oil to the integrated cartridge valve block, and distributes the hydraulic oil to the upper cavity or lower cavity of the cylinder through various one-way valves and overflow valves, and makes the cylinder move under the action of high-pressure oil. It is a device that uses liquid to transmit pressure. When the pressure of the liquid transfer in a closed container, it follows Pascal’s law. The hydraulic transmission system of the four-column hydraulic press consists of a power mechanism, a control mechanism, an executive mechanism, an auxiliary mechanism, and a working medium. The power mechanism usually uses an oil pump as the power mechanism, which is generally a product oil pump. In order to meet the requirements of the movement speed of the actuator, one oil pump or multiple oil pumps are selected. Gear pumps for low pressure (oil pressure less than 2.5MP); vane pumps for medium pressure (oil pressure less than 6.3MP); plunger pumps for high pressure (oil pressure less than 32.0MP). Pressure processing and forming of various plastic materials, such as extrusion, bending, deep drawing of stainless steel plates, and cold forming of metal parts. It can also be used for pressing powder products, grinding wheels, bakelite, and resin thermosetting products.
Working medium
Hydraulic deep drawing press, the function of the working medium used in the hydraulic press is not only to transmit the pressure but also to ensure that the working parts of the machine are sensitive, reliable, long-lived, and less leaking. The basic requirements of hydraulic press for working medium are ① suitable fluidity and low compressibility to improve transmission efficiency; ② anti-corrosion; ③ good lubrication performance; ④ easy to seal; ⑤ stable performance, long-term work Without deterioration. The hydraulic press initially uses water as the working medium, and later it is changed to an emulsion made by adding a small amount of emulsified oil to the water to increase lubricity and reduce rust. In the late 19th century, hydraulic presses using mineral oil as the working medium appeared. The oil has good lubricity, corrosion resistance, and moderate viscosity, which is beneficial to improve the performance of the hydraulic press. A new type of water-based emulsion appeared in the second half of the 20th century, and its emulsified form was “water-in-oil” instead of the original “oil-in-water”. The outer phase of the “water-in-oil” emulsion is oil. Its lubricity and corrosion resistance is close to the oil, and it contains very little oil and is not easy to burn. However, water-based emulsions are more expensive, which limits their promotion.

Figure 2 Schematic diagram of hydraulic press drive system
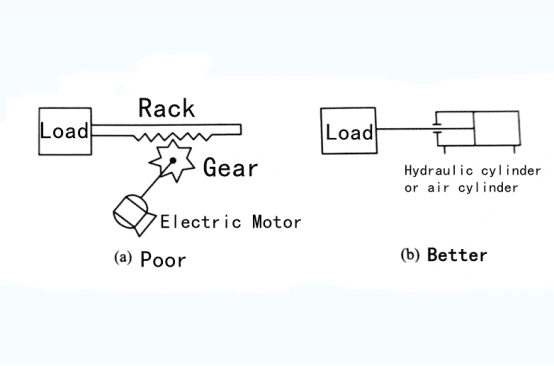
Hệ thống truyền động
Hydraulic deep drawing press,the drive system of hydraulic press mainly has two types: direct pump drive and pump-accumulator drive. The pump of the pump direct drive system provides the high-pressure working fluid to the hydraulic cylinder, the distribution valve is used to change the direction of the liquid supply, and the overflow valve is used to adjust the limited pressure of the system, and at the same time plays a role of safe overflow. This kind of drive system has few links and a simple structure. The pressure can be automatically increased or decreased according to the required working force, reducing electric energy consumption, but the capacity of the pump and its driving motor must be determined by the maximum working force and maximum working speed of the hydraulic machine. This type of drive system is mostly used in small and medium hydraulic presses, but also large (such as 120,000 kN) free forging hydraulic presses directly driven by pumps.
Hydraulic deep drawing press,pump-accumulator drives There is one or a group of accumulators in this drive system. When the high-pressure working fluid supplied by the pump has a surplus, it is stored by the accumulator; when the supply is insufficient, it is supplemented by the accumulator. With this system, the capacity of pumps and motors can be selected according to the average amount of high-pressure working fluid. However, because the pressure of the working fluid is constant, the power consumption is large, and the system has many links and complex structures. This kind of drive system is mostly used for large hydraulic presses, or a set of drive system drives several hydraulic presses.
Loại cấu trúc
Hydraulic deep drawing press, according to the direction of the force, there are two types of hydraulic machines: vertical and horizontal. Most hydraulic presses are vertical, and hydraulic presses for extrusion are mostly horizontal. According to the structure type, the hydraulic press has a two-column, four-column, eight-column, welded frame and multi-layer steel belt winding frame, etc., and medium and small vertical hydraulic presses also use C-frame type. A C-frame hydraulic press is open on three sides, which is easy to operate but has poor rigidity. The welding frame hydraulic press used for stamping has good rigidity, open front and rear, but closed left and right. In the vertical four-column free forging hydraulic press with the upper transmission, the cylinder is fixed in the upper beam, the plunger is rigidly connected with the movable beam, and the movable beam is guided by the column and moves up and down under the pressure of the working fluid. There is a workbench that can move back and forth on the beam. The upper anvil and the lower anvil are respectively installed under the movable beam and on the work surface. The working force is borne by the frame composed of upper and lower beams and columns. Large and medium free forging hydraulic presses driven by pump-accumulators often use three working cylinders to obtain a three-level working force. A balance cylinder and a return cylinder that exert upward force are also arranged outside the working cylinder.
Phân loại
According to the structural form, it is mainly divided into four-column type, single-column type (C type), horizontal type, vertical frame, universal hydraulic press, etc.
According to the purpose, it is mainly divided into metal forming, bending, stretching, punching, powder (metal, non-metal) forming, pressing, and extrusion.
Máy ép thủy lực rèn nóng
The large hydraulic forging press is forging equipment that can complete various free forging processes and is one of the most widely used equipment in the forging industry. At present, there are forging hydraulic presses of 800T, 1600T, 2000T, 2500T, 3150T, 4000T, 5000T, and other series specifications.
Four column hydraulic press
The hydraulic press is suitable for the pressing process of plastic materials. Such as powder product molding, plastic product molding, cold (hot) extrusion metal molding, sheet stretching, and horizontal pressing, bending pressing, turning through, and correcting processes.
The four-column hydraulic press can be divided into a four-column two-beam hydraulic press, four-column three-beam hydraulic press, four-column four-beam hydraulic press, etc.
Single arm hydraulic press (single column hydraulic press)
The working range can be expanded, using the space on three sides, lengthening the stroke of the hydraulic cylinder (optional), the maximum retractable is 260mm-800mm, and the working pressure can be preset; the cooling device of the hydraulic system.
Gantry hydraulic press
The machine parts can be assembled, disassembled, straightened, calendered, stretched, bent, punched, etc., realizing one machine with multiple functions. The working table of the machine can be moved up and down, and the size has expanded the opening and closing height of the machine, making it more convenient to use.
Máy ép thủy lực cột đôi
This series of products are suitable for pressing, bending and shaping, embossing and creasing, flanging, punching, and shallow drawing of small parts of various parts; forming of metal powder products, and other processing techniques. It adopts electric control, is equipped with inching and semi-automatic cycles, can hold pressure and delay time, and has good sliding block guidance, convenient operation, easy maintenance, economical and durable. According to the needs of users, functions such as thermal instrument, ejection cylinder, stroke digital display, and counting can be added.
Product Usage
This equipment is especially suitable for various processes such as bending, forming and flanging of central load parts. After being equipped with a punching buffer device, it can also be used for punching and blanking processing. It is used in the shipbuilding industry, pressure vessel industry, chemical industry and other industries. The product of choice.
It is used for stretching, forming, turning, bending, and stamping of sheet metal parts. It can also be used for general pressing process. Punching buffer, punching, moving table, and other devices can be added according to user needs.
In addition to forging and forming, the three-beam and four-column hydraulic press can also be used for straightening, pressing, packing, briquetting, and pressing.
It can also be used for the pressing process of shaft parts, the calibration, crimping, pressing process of profile and the bending, arguing, shaping, embossing, sleeve molding, stretching, and pressing process of plastic materials, such as stamping, bending, and turning. Edge thin stretching and other operations can also be engaged in calibration, press fitting, plastic products, and powder product compression molding operations. Because of its wide range of applications, it is also called a universal hydraulic press.
Điều kiện kỹ thuật
1. The drawings and technical requirements of the hydraulic press shall comply with the relevant current standards and shall be approved in accordance with the prescribed procedures before it can be used for production.
2. The design should be reasonable in layout, beautiful in appearance, safe and reliable in use performance, sensitive and light in operation, hand control force not more than 49N (5kgf), pedal force not more than 78?4N (8kgf).
3. Wear-resistant measures should be taken for important guide rails, columns, and movable (plunger) plugs. The slider guide rail work (or strip surface) and the fuselage track-seeking working surface should maintain the necessary hardness difference.
4. Parts, components, or equipment weighing more than 15kg must be easy to lift and install. Lifting holes or lifting hooks (loops) should be provided when necessary.
5. The hydraulic press and its parts packaged in whole or in part shall comply with the current standards and relevant regulations for transportation and loading.
6. The sub-assembled parts and components shall have relevant installation identification marks. Among them, plate or tube valves must be installed with correct orientation measures, and the pipelines and hydraulic components should have dust-proof measures.
Forming technology
Advantage
Compared with the traditional stamping process, the hydroforming process has obvious technical and economic advantages in terms of reducing weight, reducing the number of parts and the number of dies, improving rigidity and strength, and reducing production costs. It has gained advantages in the industrial field, especially the automotive industry. More and more applications.
In the automotive industry, aviation, aerospace, and other fields, reducing structural quality to save energy in operation is a long-term goal that people pursue, and it is also one of the development trends of advanced manufacturing technology. Hydroforming (hydroforming) is an advanced manufacturing technology to achieve a lightweight structure.
Hydroforming is also called “internal high pressure forming”. Its basic principle is to use a tube as a blank, apply ultra-high pressure liquid inside the tube, and apply an axial thrust to both ends of the tube blank for refilling. Under the combined action of the two external forces, the tube blank material undergoes plastic deformation and finally fits with the inner wall of the mold cavity to obtain a hollow part whose shape and accuracy meet the technical requirements.
MỘTdvantage
For hollow variable cross-section structural parts, the traditional manufacturing process is to first stamp the two halves and then weld them into a whole, while hydroforming can integrally form hollow structural parts that vary along the cross-section of the component at one time. Compared with the stamping and welding process, hydroforming technology and process have the following main advantages:
1. Reduce quality and save materials. For typical parts such as automobile engine brackets and radiator brackets, hydroformed parts can be reduced by 20% to 40% compared to stamping parts; for hollow stepped shaft parts, the weight can be reduced by 40% to 50%.
2. Reduce the number of parts and molds and reduce mold costs. Hydroformed parts usually require only one set of molds, while stamping parts usually require multiple sets of molds. The number of hydroformed engine bracket parts has been reduced from 6 to 1, and the number of radiator bracket parts has been reduced from 17 to 10.
3. It can reduce the amount of welding for subsequent machining and assembly. Take the radiator bracket as an example, the heat dissipation area has increased by 43%, the number of solder joints has been reduced from 174 to 20, the number of processes has been reduced from 13 to 6, and the productivity has increased by 66%.
4. Improve strength and rigidity, especially fatigue strength. For example, a hydroformed radiator bracket can increase its rigidity by 39% in the vertical direction and 50% in the horizontal direction.
5. Reduce production costs. According to the statistical analysis of the applied hydroformed parts, the production cost of hydroformed parts is reduced by 15%-20% on average compared with stamping parts, and the die cost is reduced by 20%-30%.
Process application
Range
The hydroforming process has a wide range of applications in the automotive, aerospace, aerospace, and pipeline industries. It is mainly suitable for: circular, rectangular, or shaped hollow structural parts that vary along the axis of the component, such as shaped pipe fittings for automobile exhaust systems; non-circular cross-sections Hollow frames, such as engine brackets, instrument panel brackets, body frames (approximately 11% to 15% of the car’s mass); hollow shafts and complex pipe fittings, etc. Figure 2 shows some typical parts manufactured in the automotive industry using the hydroforming process.
The applicable materials for the hydroforming process include carbon steel, stainless steel, aluminum alloy, copper alloy, and nickel alloy, etc. In principle, all materials suitable for cold forming are suitable for the hydroforming process. Mainly for auto parts factories, electronics factories, electrical appliances factories, heat treatment factories, vehicle parts factories, gear factories, air conditioning parts factories
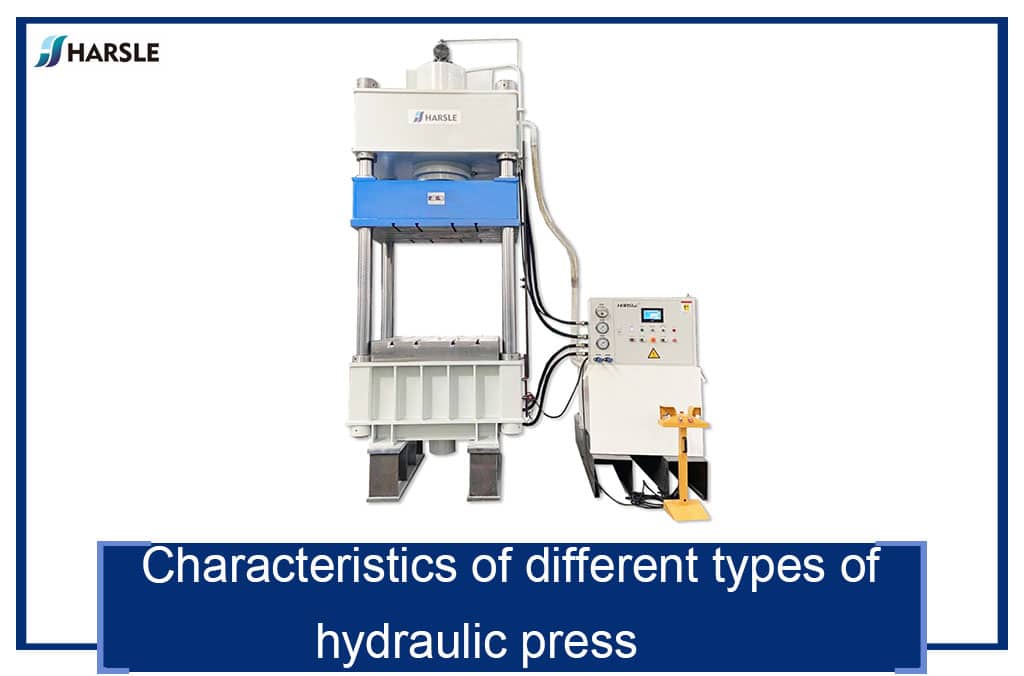
Đặc trưng
1. According to the function and purpose, it can be scored as:
Powder forming hydraulic press Automobile heavy beam hydraulic press Non-metal special hydraulic press Mechanical repair hydraulic press Carbon product hydraulic press Non-material product hydraulic press Ceramic product hydraulic press
2. According to the type, it can be divided into:
Two beam four column hydraulic press
Three beam four column hydraulic press
Single arm hydraulic press
Gantry hydraulic press
3. According to the tonnage size:
63 tons hydraulic press
100 tons hydraulic press
150 tons hydraulic press
200 tons hydraulic press
250 tons hydraulic press
300 tons hydraulic press
315 tons hydraulic press
500 tons hydraulic press
630 tons hydraulic press
800 tons hydraulic press
Optional configuration
The main function
Anti-top cylinder electronics
Press-fit large transmission gears and shafts
Correction of the front axle
Correction of deformed parts
Disassembly and assembly of cylindrical cone bearings
Change the diaphragm spring of the automobile clutch
Press-fit bearing outer ring
Replace the reaction rod rubber assembly
Disassembly and assembly of various tight-fitting parts
Change clutch disc stop pin buffer spring
Riveting, cutting and casting rear axle basin tooth rivets
Press-fit piston pins, steering knuckle pins and various pin sleeves
The main parts are made of No. 45 integral cast steel and quenched and tempered
Workbench adopts movable core plate structure
Maintenance system
Care and maintenance
1. The working oil is recommended to use No. 32 and No. 46 anti-wear hydraulic oil, and the oil temperature is within the range of 15-60 degrees Celsius.
2. The oil is strictly filtered before it is allowed to be added to the tank.
3. The working fluid should be replaced once a year, and the first replacement time should not exceed three months;
4. The sliding block should be lubricated frequently, and the exposed surface of the column should be kept clean frequently, and lubricating oil should be sprayed before each work.
5. The maximum allowable eccentricity of the concentrated load is 40mm under the nominal pressure of 500T. Excessive eccentricity can easily cause the column to be strained or other undesirable phenomena.
6. Calibrate and check the pressure gauge every six months;
7. If the machine is out of service for a long time, the surface of each part should be scrubbed clean and coated with anti-rust oil.
Safe operation matters
1. Those who do not understand the structure, performance or operating procedures of the machine should not start the machine without authorization;
2. The machine should not be overhauled or adjusted during the working process;
3. When the machine finds serious oil leakage or other abnormalities (such as unreliable action, large noise, vibration, etc.), it should stop and analyze the cause, try to eliminate it, and not put it into production with illness:
4. Do not overload or exceed the maximum eccentricity to use:
5. It is strictly forbidden to exceed the maximum stroke of the slider, and the minimum mold closing height shall not be less than 600mm.
6. The grounding of electrical equipment must be firm and reliable:
7. End of work every day: put the slider to the lowest position.
Secondary maintenance
1. The machine tool runs for 5000 hours for secondary maintenance. Mainly maintenance workers, operators participating. In addition to the implementation of the first level of maintenance, the following work should be done, and the wearing parts should be surveyed and mapped. Propose spare parts.
2. First cut off the power supply for maintenance work. (See the table below)
Serial number Maintenance part Maintenance content and requirements
A beam and column guide rail 1. Check and adjust the horizontal beam plane, column guide rail, guide sleeve, slider, and pressure plate to make it move smoothly and meet the process requirements.
2. Repair or replace missing parts.
Two hydraulic lubrication 1. Disassemble, wash, and repair solenoid valves, grinding valves, and valve cores.
2. Clean and check the oil pump cylinder plunger to repair burrs and replace the oil seal
3 Calibration pressure gauge
4. Repair or replace severely worn parts
5. Drive to check that the cylinders and plungers are running smoothly and there is no creeping. The support valve can make the movable beam stop accurately at any position, and the pressure drop can meet the process requirements.
Three electrical appliances 1. Clean the motor, check the bearing, update the grease
2. Repair or replace damaged components.
3. The electrical appliances meet the requirements of the equipment integrity standard.
Four accuracy 1. Calibrate the level of the machine tool, check the adjustment and repair accuracy.
2. Accuracy meets the requirements of equipment integrity standards.
The maintenance and maintenance of the hydraulic press still require dedicated, professional, and full-time maintenance, so that it can take longer!
Common failure
During the operation of the metal extrusion hydraulic press, bolts sometimes fall off and fall into the hydraulic cylinder, causing serious scratches on the plunger wall. After the problem occurs, the traditional method cannot achieve on-site repair at all. It can only be disassembled and shipped to the manufacturer for repair welding or scrap replacement. Because there is no replacement of spare parts, the time for re-production of accessories or return to the factory for repair is beyond control. Long-term downtime causes serious economic losses to the enterprise, and at the same time, it has to pay high processing or repair costs. In order to meet the requirements of continuous production of enterprises, it is necessary to find convenient, fast, simple and effective maintenance methods to solve the equipment problems, minimize the downtime of the enterprise and reduce maintenance and maintenance costs. Can use polymer composite materials for on-site repair
Steps:
1. Bake the scratched parts with an oxygen-acetylene flame (master the temperature and avoid surface annealing), and bake the oil that has permeated the metal surface all the year round until there are no sparks.
2. Surface the scratched part with an angle grinder, grind the depth of 1 mm or more, and grind the groove along the outer wall of the cylinder, preferably a dovetail groove. Drill holes at both ends of the scratch to deepen and change the force.
3. Clean the surface with absorbent cotton dipped in acetone or absolute ethanol.
4. Apply the harmonized and uniform repair material to the scratched surface; the first layer should be thin, evenly and completely cover the scratched surface to ensure the best adhesion between the material and the metal surface, and then apply the material to the entire repair site and press repeatedly. Make sure that the material is filled and reaches the required thickness, making it slightly higher than the surface of the outer wall of the cylinder.
5. It takes 24 hours for the material to fully achieve various properties at 24°C. In order to save time, the temperature can be increased by a halogen lamp. Every 11°C increase in temperature will reduce the curing time by half. The best curing temperature is 70°C.
6. After the material is solidified, use a fine grindstone or scraper to repair the material that is higher than the surface of the outer wall of the cylinder, and the construction is completed.
Force analysis of single-column hydraulic press

Forced diagram of single-post rack
The frame of a single-column hydraulic press can be simplified to a plane frame according to its symmetry plane, and its force diagram can be called a combination of a flat curved rod and a straight rod, as shown in the figure.
The O-O part of the curved rod is mainly affected by the axial force and the bending moment, and the sheer force is negligible. According to the calculation formula of the curved rod, the bending moment M and the axial force N at any section of the O-O section (determined by the angle θ) are respectively
M=P(l+rcosθ)N=Pcosθ
For straight parts (see section O-B in 2-72)
M=P(l+r)
N=P