Hydraulikpresse
-scaled.jpg "Hydraulic Press 1")
Hydraulische Tiefziehpresse, die hydraulische Presse ist eine Maschine, die Flüssigkeit als Arbeitsmedium verwendet und nach dem Pascal-Prinzip hergestellt wird, um Energie zu übertragen, um verschiedene Prozesse zu realisieren. Die hydraulische Presse besteht im Allgemeinen aus der Maschine (Host), dem Stromsystem und dem hydraulischen Steuerungssystem. Hydraulische Pressen werden in Ventilhydraulikpressen, Flüssigkeitshydraulikpressen und technische Hydraulikpressen unterteilt.
 Einführung
Einführung
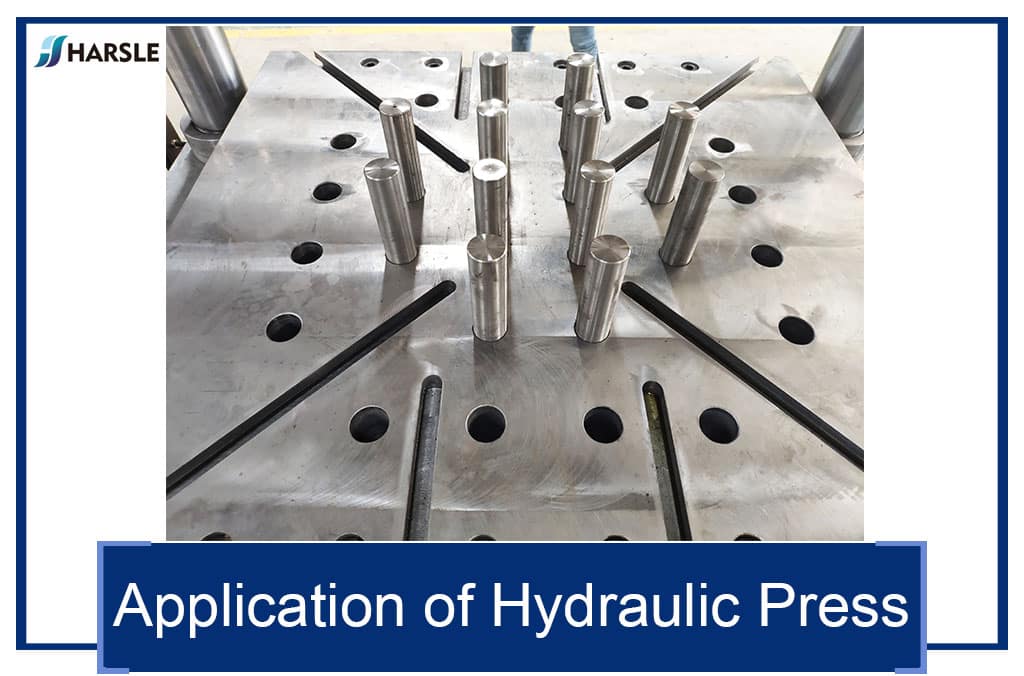
Hydraulische Tiefziehpresse, hydraulische Presse (auch als hydraulische Presse bekannt) ist a Maschine die hydrostatischen Druck verwendet, um Metall zu bearbeiten, Plastik, Gummi, Holz, Pulver und andere Produkte. Es wird häufig in Pressprozessen und Pressformprozessen wie Schmieden, Stanzen, Kaltfließpressen, Richten, Biegen, Bördeln, Blechtiefziehen, Pulvermetallurgie, Pressen usw. verwendet.
Hydraulische Tiefziehpresse, die hydraulische Maschine wird mit hydraulischer Übertragungstechnologie hergestellt, und die theoretische Hauptgrundlage der hydraulischen Übertragung ist das Pascal-Prinzip, das Kontinuitätsprinzip und das Energiehandkonstantengesetz in der Strömungsmechanik. Mit der kontinuierlichen Entwicklung der Industrie sowie der Wissenschaft und Technologie meines Landes hat sich die hydraulische Getriebetechnologie in vielen Bereichen immer mehr durchgesetzt. Daher werden hydraulische Pressen, die durch hydraulische Übertragung hergestellt werden, immer beliebter. Dieses Design wird hauptsächlich aus drei Aspekten erzählt: Einführung, Karosseriestrukturdesign und Designberechnung sowie Hydrauliksystemdesign. Außerdem werden die grundlegenden Arbeitsprinzipien, Eigenschaften, Klassifizierung, Grundparameter und der Aufbau der hydraulischen Presse ausführlich erläutert. Prüfung und Konstruktionsberechnung der Festigkeit und Steifigkeit seiner Teile und Komponenten. Insbesondere bei der Auslegung des Hydrauliksystems werden die spezifischen Anforderungen und Aufmerksamkeitsthemen des Hydrauliksystems aus mehreren Blickwinkeln und Aspekten vorgebracht und sollten die Anforderungen an niedrige Kosten, hohe Effizienz und geringes Gewicht erfüllen.
Hydraulische Tiefziehpresse, ihr Prinzip besteht darin, das Pascalsche Gesetz zu verwenden, um hydraulische Druckübertragungsmaschinen zu nutzen. Es gibt viele Arten. Natürlich sind auch die Einsatzmöglichkeiten je nach Bedarf vielfältig. Je nach Art der druckübertragenden Flüssigkeit gibt es beispielsweise zwei Kategorien: hydraulische Presse und hydraulische Presse.
Der von der hydraulischen Presse erzeugte Gesamtdruck ist relativ groß und wird oft zum Schmieden und Stanzen verwendet. Die hydraulische Schmiedepresse ist in hydraulische Gesenkschmiedepresse und hydraulische Freischmiedepresse unterteilt. Die hydraulische Gesenkschmiedepresse verwendet Formen, während die hydraulische Freischmiedepresse keine Formen verwendet. Die erste 10.000-Tonnen-Hydraulikpresse, die in meinem Land hergestellt wird, ist eine frei schmiedende Hydraulikpresse.
Anwendung
Hydraulische Tiefziehpresse, eine hydraulische Presse ist eine Maschine, die Flüssigkeit als Arbeitsmedium verwendet, um Energie zu übertragen, um verschiedene Prozesse zu erreichen. Neben dem Schmieden und Umformen können hydraulische Pressen auch zum Richten, Pressen, Packen, Brikettieren und Pressen eingesetzt werden. Hydraulische Pressen umfassen hydraulische Pressen und hydraulische Pressen. Die Flüssigkeit auf Wasserbasis wird als hydraulische Presse bezeichnet, und Öl wird als hydraulische Presse bezeichnet. Die Spezifikationen von hydraulischen Pressen werden im Allgemeinen in Nennarbeitskraft (kN) oder Nenntonnage (Tonnen) ausgedrückt. Die meisten hydraulischen Pressen zum Schmieden sind hydraulische Pressen mit relativ hoher Tonnage. Um die Größe der Ausrüstung zu reduzieren, verwenden große hydraulische Schmiedepressen normalerweise höhere Drücke (ca. 35 MPa) und manchmal ultrahohe Drücke über 100 MPa. Hydraulische Pressen für andere Zwecke verwenden im Allgemeinen einen Arbeitsdruck von 6-25 MPa. Die Tonnage der hydraulischen Presse ist geringer als die der hydraulischen Presse.
Geschichte
Hydraulische Tiefziehpresse, 1795 wandte der Brite J. Brammer das Prinzip von Pascal an, um eine hydraulische Presse zum Verpacken und Pressen von Pflanzenöl zu erfinden. Mitte des 19. Jahrhunderts begann Großbritannien, hydraulische Pressen zum Schmieden zu verwenden, und hydraulische Pressen ersetzten nach und nach supergroße Dampfschmiedehämmer. Bis zum Ende des 19. Jahrhunderts produzierten die Vereinigten Staaten 126.000 kN Freischmiede-Hydraulikpressen. Seitdem wurden weltweit mehr als 20 Sätze von 100.000 kN Freiform-Hydraulikpressen hergestellt, davon zwei in China (siehe Farbfoto). Mit dem Aufkommen und der Weiterentwicklung elektrischer Hochdruckpumpen entwickeln sich auch hydraulische Schmiedepressen in Richtung kleinerer Tonnage. Nach den 1950er Jahren erschien eine kleine hydraulische Schnellschmiedepresse, die eine Arbeit leisten kann, die 30-50 kN Schmiedehämmern entspricht. In den 1940er Jahren produzierte Deutschland eine riesige hydraulische Schmiedepresse von 180.000 kN. Seitdem wurden weltweit 18 hydraulische Pressen mit über 180.000 kN gefertigt, davon 300.000 kN made in China.
Arbeitsprinzip
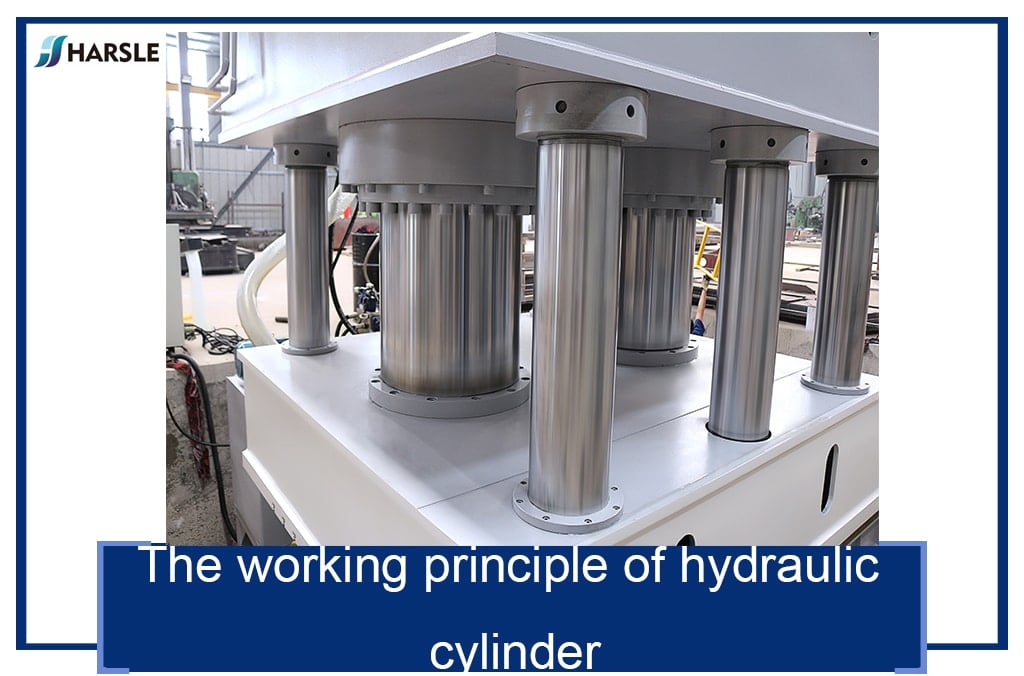
Hydraulische Tiefziehpresse, das Funktionsprinzip einer hydraulischen Presse. Die Flächen der großen und kleinen Kolben sind S2 bzw. S1.

Die Kraft der hydraulischen Presse beträgt F2 bzw. F1. Nach dem Pascalschen Prinzip ist der Druck einer geschlossenen Flüssigkeit überall gleich, also F2/S2=F1/S1=p; F2=F1(S2/S1). Es repräsentiert den Verstärkungseffekt des hydraulischen Drucks. Wie bei mechanischer Verstärkung nimmt die Kraft zu, aber die Arbeit nimmt nicht zu. Daher beträgt die Bewegungsstrecke des großen Kolbens S1/S2 mal die Bewegungsstrecke des kleinen Kolbens.
Hydraulische Tiefziehpresse, das Grundprinzip besteht darin, dass die Ölpumpe Hydrauliköl an den integrierten Cartridge-Ventilblock fördert und das Hydrauliköl über verschiedene Einwegventile und Überströmventile in den oberen Hohlraum oder unteren Hohlraum des Zylinders verteilt der Zylinder bewegt sich unter der Wirkung von Hochdrucköl. Es ist ein Gerät, das Flüssigkeit verwendet, um Druck zu übertragen. Wenn der Druck der Flüssigkeit in einem geschlossenen Behälter übertragen wird, folgt er dem Pascalschen Gesetz. Das hydraulische Übertragungssystem der Viersäulen-Hydraulikpresse besteht aus einem Antriebsmechanismus, einem Steuermechanismus, einem Exekutivmechanismus, einem Hilfsmechanismus und einem Arbeitsmedium. Der Antriebsmechanismus verwendet üblicherweise eine Ölpumpe als Antriebsmechanismus, bei der es sich im Allgemeinen um eine Produktölpumpe handelt. Um den Anforderungen an die Bewegungsgeschwindigkeit des Aktuators gerecht zu werden, werden eine Ölpumpe oder mehrere Ölpumpen gewählt. Zahnradpumpen für Niederdruck (Öldruck weniger als 2,5 MP); Flügelzellenpumpen für Mitteldruck (Öldruck weniger als 6,3 MP); Kolbenpumpen für Hochdruck (Öldruck weniger als 32,0 MP). Druckbearbeitung und Umformung verschiedenster Kunststoffe, wie Strangpressen, Biegen, Tiefziehen von Edelstahlblechen und Kaltumformen von Metallteilen. Es kann auch zum Pressen von Pulverprodukten, Schleifscheiben, Bakelit und duroplastischen Harzprodukten verwendet werden.
Arbeitsmedium
Hydraulische Tiefziehpresse, die Funktion des in der hydraulischen Presse verwendeten Arbeitsmediums besteht nicht nur darin, den Druck zu übertragen, sondern auch sicherzustellen, dass die Arbeitsteile der Maschine empfindlich, zuverlässig, langlebig und leckagearm sind. Die Grundanforderungen einer hydraulischen Presse für das Arbeitsmedium sind ① geeignete Fließfähigkeit und geringe Kompressibilität zur Verbesserung der Übertragungseffizienz; ② Korrosionsschutz; ③ gute Schmierleistung; ④ leicht zu versiegeln; ⑤ stabile Leistung, langfristige Arbeit ohne Verschlechterung. Die hydraulische Presse verwendet zunächst Wasser als Arbeitsmedium und wird später in eine Emulsion umgewandelt, die durch Zugabe einer kleinen Menge emulgiertem Öl zum Wasser hergestellt wird, um die Schmierfähigkeit zu erhöhen und Rost zu reduzieren. Ende des 19. Jahrhunderts tauchten hydraulische Pressen mit Mineralöl als Arbeitsmedium auf. Das Öl hat eine gute Schmierfähigkeit, Korrosionsbeständigkeit und eine mäßige Viskosität, was die Leistung der hydraulischen Presse verbessert. In der zweiten Hälfte des 20. Jahrhunderts tauchte eine neue Art von Emulsion auf Wasserbasis auf, deren emulgierte Form „Wasser-in-Öl“ anstelle des ursprünglichen „Öl-in-Wassers“ war. Die äußere Phase der „Wasser-in-Öl“-Emulsion ist Öl. Seine Schmierfähigkeit und Korrosionsbeständigkeit ist dem Öl nahe, enthält sehr wenig Öl und ist nicht leicht zu verbrennen. Emulsionen auf Wasserbasis sind jedoch teurer, was ihre Förderung einschränkt.

Bild 2 Schematische Darstellung des hydraulischen Pressenantriebs
Fahrsystem
Hydraulische Tiefziehpresse, das Antriebssystem der hydraulischen Presse hat hauptsächlich zwei Arten: Direktpumpenantrieb und Pumpen-Akkumulator-Antrieb. Die Pumpe des Pumpendirektantriebssystems versorgt den Hydraulikzylinder mit dem Hochdruck-Arbeitsfluid, das Verteilerventil wird verwendet, um die Richtung der Flüssigkeitszufuhr zu ändern, und das Überströmventil wird verwendet, um den begrenzten Druck des Systems einzustellen, und gleichzeitig spielt der sichere Überlauf eine Rolle. Diese Art von Antriebssystem hat wenige Glieder und einen einfachen Aufbau. Der Druck kann entsprechend der erforderlichen Arbeitskraft automatisch erhöht oder verringert werden, wodurch der elektrische Energieverbrauch reduziert wird, aber die Leistung der Pumpe und ihres Antriebsmotors muss durch die maximale Arbeitskraft und die maximale Arbeitsgeschwindigkeit der hydraulischen Maschine bestimmt werden. Diese Art des Antriebssystems wird hauptsächlich in kleinen und mittleren hydraulischen Pressen, aber auch großen (wie 120.000 kN) Freischmiede-Hydraulikpressen, die direkt von Pumpen angetrieben werden, verwendet.
Hydraulische Tiefziehpresse,Pumpen-Akkumulator-Antriebe In diesem Antriebssystem befinden sich ein oder eine Gruppe von Akkumulatoren. Wenn das von der Pumpe gelieferte Hochdruck-Arbeitsfluid einen Überschuss aufweist, wird es vom Akkumulator gespeichert; bei unzureichender Versorgung wird er durch den Akkumulator ergänzt. Bei diesem System kann die Leistung von Pumpen und Motoren entsprechend der durchschnittlichen Menge des Hochdruck-Arbeitsmediums ausgewählt werden. Da jedoch der Druck des Arbeitsfluids konstant ist, ist der Energieverbrauch groß und das System weist viele Verbindungen und komplexe Strukturen auf. Diese Antriebsart wird meist bei großen hydraulischen Pressen eingesetzt, oder ein Antriebssatz treibt mehrere hydraulische Pressen an.
Strukturtyp
Hydraulische Tiefziehpresse, je nach Kraftrichtung gibt es zwei Arten von hydraulischen Maschinen: vertikale und horizontale. Die meisten hydraulischen Pressen sind vertikal und hydraulische Pressen für die Extrusion sind meist horizontal. Je nach Strukturtyp verfügt die hydraulische Presse über einen geschweißten Rahmen mit zwei Säulen, vier Säulen, acht Säulen und einen mehrschichtigen Stahlbandwickelrahmen usw., und mittlere und kleine vertikale hydraulische Pressen verwenden auch den C-Rahmentyp . Eine C-Rahmen-Hydraulikpresse ist an drei Seiten offen, die einfach zu bedienen ist, aber eine geringe Steifigkeit aufweist. Die zum Stanzen verwendete hydraulische Schweißrahmenpresse hat eine gute Steifigkeit, vorne und hinten offen, aber links und rechts geschlossen. Bei der vertikalen Viersäulen-Freischmiede-Hydraulikpresse mit oberem Getriebe ist der Zylinder in der Oberwange befestigt, der Stößel ist starr mit der beweglichen Stange verbunden und die bewegliche Stange wird von der Säule geführt und bewegt sich unter der Druck der Arbeitsflüssigkeit. Es gibt eine Werkbank, die sich auf dem Balken hin und her bewegen kann. Der obere Amboß und der untere Amboß sind jeweils unter dem beweglichen Balken und auf der Arbeitsfläche installiert. Die Arbeitskraft wird vom Rahmen aus Ober- und Unterbalken und Säulen getragen. Große und mittelgroße Hydraulikpressen für das Freischmieden, die von Pumpenspeichern angetrieben werden, verwenden oft drei Arbeitszylinder, um eine dreistufige Arbeitskraft zu erzielen. Außerhalb des Arbeitszylinders sind auch ein Ausgleichszylinder und ein Rückstellzylinder angeordnet, die eine Aufwärtskraft ausüben.
Einstufung
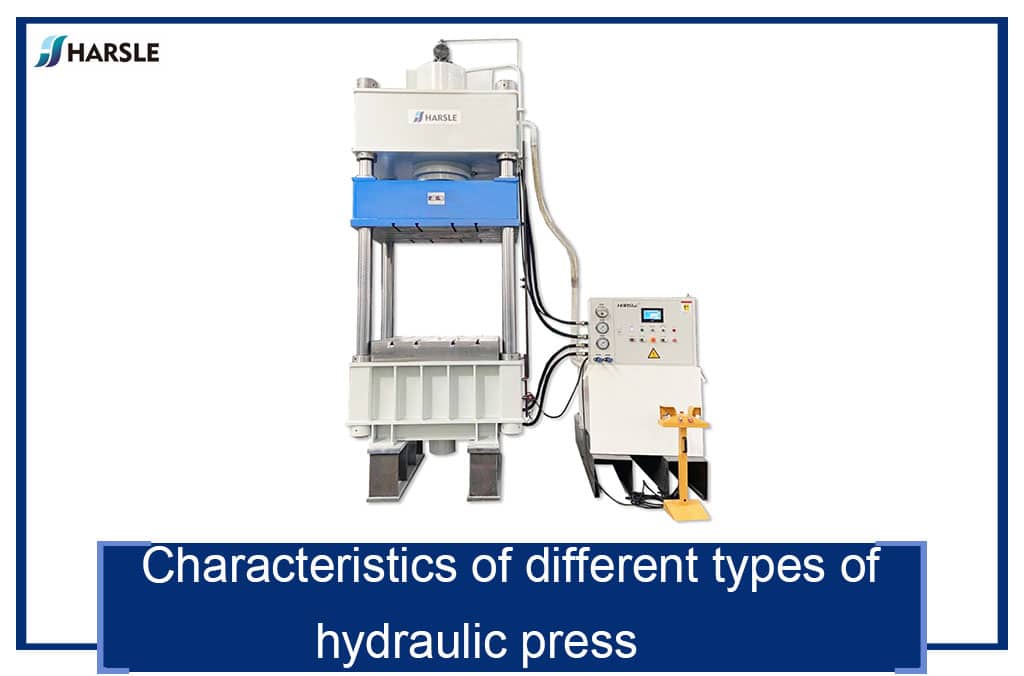
Je nach Bauform wird es hauptsächlich in Vier-Säulen-Typ, Einsäulen-Typ (C-Typ), Horizontal-Typ, Vertikalrahmen, Universal-Hydraulikpresse usw. unterteilt.
Je nach Zweck wird es hauptsächlich in Umformen, Biegen, Strecken, Stanzen, Pulverformen (Metall, Nichtmetall), Pressen und Extrudieren unterteilt.
Hydraulische Heißschmiedepresse
Die große hydraulische Schmiedepresse ist eine Schmiedeausrüstung, die verschiedene Freischmiedeprozesse durchführen kann und ist eine der am häufigsten verwendeten Ausrüstungen in der Schmiedeindustrie. Derzeit gibt es hydraulische Schmiedepressen von 800T, 1600T, 2000T, 2500T, 3150T, 4000T, 5000T und anderen Serienspezifikationen.
Viersäulen-Hydraulikpresse
Die hydraulische Presse ist für den Pressprozess von Kunststoffen geeignet. B. Pulverproduktformen, Kunststoffproduktformen, Kalt-(Warm-)Extrusionsmetallformen, Blechstrecken und horizontales Pressen, Biegepressen, Durchdrehen und Korrekturprozesse.
Die Viersäulen-Hydraulikpresse kann in eine Viersäulen-Zweibalken-Hydraulikpresse, eine Viersäulen-Dreibalken-Hydraulikpresse, eine Viersäulen-Vierbalken-Hydraulikpresse usw.
Einarm-Hydraulikpresse (Einsäulen-Hydraulikpresse)
Der Arbeitsbereich kann erweitert werden, indem der Raum auf drei Seiten genutzt wird, der Hub des Hydraulikzylinders (optional) verlängert wird, der maximale Einfahrbereich beträgt 260 mm-800 mm und der Arbeitsdruck kann voreingestellt werden; die Kühlvorrichtung des Hydrauliksystems.
Hydraulische Portalpresse
Die Maschinenteile können montiert, demontiert, gerichtet, kalandriert, gestreckt, gebogen, gestanzt usw. werden, wodurch eine Maschine mit mehreren Funktionen realisiert wird. Der Arbeitstisch der Maschine kann nach oben und unten bewegt werden, und die Größe hat die Öffnungs- und Schließhöhe der Maschine erweitert, was die Bedienung komfortabler macht.
Hydraulische Doppelsäulenpresse
Diese Produktserie eignet sich zum Pressen, Biegen und Formen, Prägen und Rillen, Bördeln, Stanzen und Flachziehen von Kleinteilen verschiedener Teile; Formen von Metallpulverprodukten und andere Verarbeitungstechniken. Es nimmt eine elektrische Steuerung an, ist mit Inching- und halbautomatischen Zyklen ausgestattet, kann Druck und Verzögerungszeit halten und hat eine gute Gleitblockführung, bequeme Bedienung, einfache Wartung, wirtschaftlich und langlebig. Je nach Bedarf der Benutzer können Funktionen wie Thermoinstrument, Auswurfzylinder, digitale Hubanzeige und Zählung hinzugefügt werden.
Produktverwendung
Diese Ausrüstung eignet sich besonders für verschiedene Prozesse wie Biegen, Umformen und Bördeln von zentralen Lastteilen. Nach Ausstattung mit einer Stanzpuffereinrichtung kann er auch für die Stanz- und Stanzbearbeitung verwendet werden. Es wird in der Schiffbauindustrie, der Druckbehälterindustrie, der chemischen Industrie und anderen Industrien verwendet. Das Produkt der Wahl.
Es wird zum Strecken, Umformen, Drehen, Biegen und Stanzen von Blechteilen verwendet. Es kann auch für allgemeine Pressprozesse verwendet werden. Stanzpuffer, Stanz-, Verschiebetisch und andere Geräte können nach Bedarf des Benutzers hinzugefügt werden.
Neben dem Schmieden und Umformen kann die Dreibalken- und Viersäulen-Hydraulikpresse auch zum Richten, Pressen, Packen, Brikettieren und Pressen eingesetzt werden.
Es kann auch für den Pressprozess von Wellenteilen, das Kalibrieren, Crimpen, Pressen von Profilen und das Biegen, Argumentieren, Formen, Prägen, Hülsenformen, Strecken und Pressen von Kunststoffmaterialien wie Stanzen, Biegen, und drehen. Kantendünnstrecken und andere Vorgänge können auch bei Kalibrierungs-, Presspassungs-, Kunststoffprodukten und Pulverprodukt-Formpressvorgängen eingesetzt werden. Wegen ihres breiten Anwendungsspektrums wird sie auch als Universal-Hydraulikpresse bezeichnet.
Technische Bedingungen
1. Die Zeichnungen und technischen Anforderungen der hydraulischen Presse müssen den einschlägigen geltenden Normen entsprechen und nach den vorgeschriebenen Verfahren genehmigt werden, bevor sie für die Produktion verwendet werden können.
2. Das Design sollte im Layout angemessen sein, schön im Aussehen, sicher und zuverlässig im Gebrauch, empfindlich und leicht im Betrieb, Handsteuerkraft nicht mehr als 49 N (5 kgf), Pedalkraft nicht mehr als 78? 4 N (8 kgf).
3. Bei wichtigen Führungsschienen, Säulen und beweglichen (Kolben-) Stopfen sind verschleißfeste Maßnahmen zu treffen. Die Gleitführungsschienenarbeit (bzw. Streifenfläche) und die rumpfspursuchende Arbeitsfläche sollten den notwendigen Härteunterschied beibehalten.
4. Teile, Komponenten oder Ausrüstung, die mehr als 15 kg wiegen, müssen leicht zu heben und zu installieren sein. Bei Bedarf sind Hebelöcher oder Hebehaken (Schlaufen) vorzusehen.
5. Die ganz oder teilweise verpackte Hydraulikpresse und ihre Teile müssen den geltenden Normen und einschlägigen Vorschriften für Transport und Verladung entsprechen.
6. Die vormontierten Teile und Komponenten müssen mit entsprechenden Installationskennzeichen versehen sein. Unter anderem müssen Platten- oder Rohrventile mit korrekten Orientierungsmaßnahmen installiert werden und die Rohrleitungen und hydraulischen Komponenten sollten staubdicht sein.
Umformtechnik
Vorteil
Gegenüber dem traditionellen Stanzverfahren hat das Hydroforming-Verfahren offensichtliche technische und wirtschaftliche Vorteile hinsichtlich Gewichtsreduzierung, Reduzierung der Teile- und Werkzeuganzahl, Verbesserung der Steifigkeit und Festigkeit sowie Reduzierung der Produktionskosten. Es hat sich Vorteile im industriellen Bereich, insbesondere in der Automobilindustrie, verschafft. Immer mehr Anwendungen.
In der Automobilindustrie, der Luft- und Raumfahrt sowie in anderen Bereichen ist die Reduzierung der Strukturqualität zur Energieeinsparung im Betrieb ein langfristiges Ziel und einer der Entwicklungstrends fortschrittlicher Fertigungstechnologien. Hydroforming (Hydroforming) ist eine fortschrittliche Fertigungstechnologie, um eine leichte Struktur zu erreichen.
Hydroforming wird auch als „Innenhochdruckumformung“ bezeichnet. Das Grundprinzip besteht darin, eine Tube als Rohling zu verwenden, eine Ultrahochdruckflüssigkeit in die Tube aufzubringen und zum Wiederbefüllen einen axialen Schub auf beide Enden des Tubenrohlings auszuüben. Unter der kombinierten Wirkung der beiden äußeren Kräfte wird das Rohrrohlingmaterial plastisch verformt und passt sich schließlich an die Innenwand des Formhohlraums an, um ein Hohlteil zu erhalten, dessen Form und Genauigkeit den technischen Anforderungen entsprechen.
EINVorteil
Bei hohlen Strukturteilen mit variablem Querschnitt besteht das traditionelle Herstellungsverfahren darin, die beiden Hälften zuerst zu stanzen und dann zu einem Ganzen zu verschweißen, während Hydroforming hohle Strukturteile einstückig bilden kann, die sich entlang des Querschnitts des Bauteils auf einmal ändern. Im Vergleich zum Stanz- und Schweißverfahren haben Hydroforming-Technologie und -Verfahren folgende Hauptvorteile:
1. Reduzieren Sie die Qualität und sparen Sie Materialien. Für typische Teile wie Automotorhalterungen und Kühlerhalterungen können hydrogeformte Teile im Vergleich zu Stanzteilen um 20% auf 40% reduziert werden; bei hohlen Stufenwellenteilen kann das Gewicht von 40% auf 50% reduziert werden.
2. Reduzieren Sie die Anzahl der Teile und Formen und reduzieren Sie die Formkosten. Hydrogeformte Teile erfordern normalerweise nur einen Satz Formen, während Stanzteile normalerweise mehrere Sätze von Formen erfordern. Die Anzahl der hydrogeformten Motorhalterungsteile wurde von 6 auf 1 reduziert und die Anzahl der Kühlerhalterungsteile wurde von 17 auf 10 reduziert.
3. Es kann die Schweißmenge für die anschließende Bearbeitung und Montage reduzieren. Nehmen Sie die Kühlerhalterung als Beispiel, die Wärmeableitungsfläche wurde um 43% erhöht, die Anzahl der Lötstellen wurde von 174 auf 20 reduziert, die Anzahl der Prozesse wurde von 13 auf 6 reduziert und die Produktivität wurde um 66% erhöht.
4. Verbessern Sie die Festigkeit und Steifigkeit, insbesondere die Dauerfestigkeit. Beispielsweise kann eine hydrogeformte Kühlerhalterung ihre Steifigkeit um 39% in vertikaler Richtung und 50% in horizontaler Richtung erhöhen.
5. Reduzieren Sie die Produktionskosten. Gemäß der statistischen Analyse der verwendeten Hydroformteile werden die Produktionskosten von Hydroformteilen im Durchschnitt um 15%-20% im Vergleich zu Stanzteilen gesenkt, und die Werkzeugkosten werden um 20%-30% reduziert.
Antrag bearbeiten
Rang
Der Hydroforming-Prozess hat ein breites Anwendungsspektrum in der Automobil-, Luft- und Raumfahrt-, Luftfahrt- und Pipeline-Industrie. Es ist hauptsächlich geeignet für: runde, rechteckige oder geformte Hohlstrukturteile, die sich entlang der Achse des Bauteils ändern, wie zum Beispiel Rohrformstücke für Autoabgasanlagen; nicht kreisförmige Querschnitte Hohlrahmen wie Motorhalterungen, Armaturenbretthalterungen, Karosserierahmen (ungefähr 11% bis 15% der Fahrzeugmasse); Hohlwellen und komplexe Rohrfittings etc. Bild 2 zeigt einige typische Teile, die in der Automobilindustrie im Hydroforming-Verfahren hergestellt werden.
Als Werkstoffe für den Hydroforming-Prozess kommen Kohlenstoffstahl, Edelstahl, Aluminiumlegierungen, Kupferlegierungen, Nickellegierungen etc. in Frage. Grundsätzlich sind alle für die Kaltumformung geeigneten Werkstoffe für den Hydroforming-Prozess geeignet. Hauptsächlich für Autoteilefabriken, Elektronikfabriken, Elektrogerätefabriken, Wärmebehandlungsfabriken, Fahrzeugteilefabriken, Getriebefabriken, Klimaanlagenteilefabriken
Merkmale
1. Je nach Funktion und Zweck kann es wie folgt bewertet werden:
Hydraulische Presse zur Pulverformung Hydraulische Presse für schwere Balken für Kraftfahrzeuge Hydraulische Presse für nichtmetallische Spezialprodukte Hydraulische Presse für mechanische Reparaturen Hydraulische Presse für Kohlenstoffprodukte Hydraulische Presse für nicht materielle Produkte Hydraulische Presse für keramische Produkte
2. Je nach Typ kann es unterteilt werden in:
Hydraulische Zweiträger-Viersäulenpresse
Hydraulische Dreibalken-Viersäulenpresse
Einarmige hydraulische Presse
Hydraulische Portalpresse
3. Je nach Tonnagegröße:
63 Tonnen hydraulische Presse
100 Tonnen hydraulische Presse
150 Tonnen hydraulische Presse
200 Tonnen hydraulische Presse
250 Tonnen hydraulische Presse
300 Tonnen hydraulische Presse
315 Tonnen hydraulische Presse
500 Tonnen hydraulische Presse
630 Tonnen hydraulische Presse
800 Tonnen hydraulische Presse
Optionale Konfiguration
Die Hauptfunktion
Anti-Top-Zylinder-Elektronik
Große Getrieberäder und Wellen einpressen
Korrektur der Vorderachse
Korrektur verformter Teile
Demontage und Montage von Zylinderkonuslagern
Wechseln Sie die Tellerfeder der Autokupplung
Einpress-Lageraußenring
Ersetzen Sie die Gummieinheit der Reaktionsstange
Demontage und Montage verschiedener festsitzender Teile
Kupplungsscheibe Anschlagstift Pufferfeder wechseln
Nieten, Schneiden und Gießen von Beckenzahnnieten der Hinterachse
Einpress-Kolbenbolzen, Achsschenkelbolzen und diverse Bolzenhülsen
Die Hauptteile sind aus Integralgussstahl Nr. 45 und vergütet
Workbench nimmt bewegliche Kernplattenstruktur an
Wartungssystem
Pflege und Wartung
1. Es wird empfohlen, das Arbeitsöl Nr. 32 und Nr. 46 Anti-Verschleiß-Hydrauliköl zu verwenden, und die Öltemperatur liegt im Bereich von 15-60 Grad Celsius.
2. Das Öl wird streng gefiltert, bevor es in den Tank eingefüllt werden darf.
3. Die Arbeitsflüssigkeit sollte einmal im Jahr ausgetauscht werden und die erste Austauschzeit sollte drei Monate nicht überschreiten;
4. Der Gleitblock sollte häufig geschmiert werden und die freiliegende Oberfläche der Säule sollte häufig sauber gehalten und vor jeder Arbeit Schmieröl aufgesprüht werden.
5. Die maximal zulässige Exzentrizität der Einzellast beträgt 40 mm unter dem Nenndruck von 500 t. Eine übermäßige Exzentrizität kann leicht zu einer Belastung der Säule oder anderen unerwünschten Phänomenen führen.
6. Kalibrieren und überprüfen Sie das Manometer alle sechs Monate;
7. Wenn die Maschine längere Zeit außer Betrieb ist, sollte die Oberfläche jedes Teils sauber geschrubbt und mit Rostschutzöl beschichtet werden.
Sicherer Betrieb ist wichtig
1. Personen, die den Aufbau, die Leistung oder die Betriebsverfahren der Maschine nicht verstehen, sollten die Maschine nicht ohne Genehmigung starten;
2. Die Maschine sollte während des Arbeitsprozesses nicht überholt oder eingestellt werden;
3. Wenn die Maschine eine ernsthafte Ölleckage oder andere Anomalien feststellt (wie z. B. unzuverlässiger Betrieb, starke Geräusche, Vibrationen usw.), sollte sie anhalten und die Ursache analysieren, versuchen, sie zu beseitigen, und sie nicht mit Krankheit in Betrieb nehmen:
4. Überlasten oder überschreiten Sie nicht die zu verwendende maximale Exzentrizität:
5. Es ist strengstens verboten, den maximalen Hub des Schiebers zu überschreiten, und die minimale Schließhöhe der Form darf 600 mm nicht unterschreiten.
6. Die Erdung elektrischer Geräte muss fest und zuverlässig sein:
7. Arbeitsende jeden Tag: Schieben Sie den Schieber in die unterste Position.
Sekundäre Wartung
1. Die Werkzeugmaschine läuft 5000 Stunden für die sekundäre Wartung. Hauptsächlich Wartungspersonal, beteiligte Betreiber. Neben der Durchführung der ersten Wartungsstufe sollten folgende Arbeiten durchgeführt und die Verschleißteile vermessen und kartiert werden. Ersatzteile vorschlagen.
2. Trennen Sie zuerst die Stromversorgung für Wartungsarbeiten. (Siehe die Tabelle unten)
Seriennummer Wartungsteil Wartungsinhalt und -anforderungen
A Träger- und Säulenführungsschiene 1. Überprüfen und justieren Sie die horizontale Trägerebene, Säulenführungsschiene, Führungshülse, Gleitstück und Druckplatte, um eine reibungslose Bewegung zu gewährleisten und die Prozessanforderungen zu erfüllen.
2. Reparieren oder ersetzen Sie fehlende Teile.
Zwei Hydraulikschmierung 1. Magnetventile, Schleifventile und Ventileinsätze demontieren, waschen und reparieren.
2. Reinigen und überprüfen Sie den Kolben des Ölpumpenzylinders, um Grate zu reparieren und die Öldichtung zu ersetzen
3 Kalibriermanometer
4. Reparieren oder ersetzen Sie stark verschlissene Teile
5. Fahren Sie, um zu prüfen, ob die Zylinder und Kolben leichtgängig sind und kein Kriechen vorhanden ist. Das Stützventil kann den beweglichen Balken in jeder Position genau stoppen und der Druckabfall kann die Prozessanforderungen erfüllen.
Drei Elektrogeräte 1. Motor reinigen, Lager prüfen, Fett erneuern
2. Reparieren oder ersetzen Sie beschädigte Komponenten.
3. Die Elektrogeräte erfüllen die Anforderungen des Geräteintegritätsstandards.
Vier Genauigkeit 1. Kalibrieren Sie die Nivellierung der Werkzeugmaschine, überprüfen Sie die Justage- und Reparaturgenauigkeit.
2. Die Genauigkeit entspricht den Anforderungen der Geräteintegritätsstandards.
Die Wartung und Instandhaltung der hydraulischen Presse erfordert immer noch eine engagierte, professionelle und ständige Wartung, sodass es länger dauern kann!
Häufiger Fehler
Während des Betriebs der hydraulischen Metallstrangpresse fallen manchmal Bolzen ab und fallen in den Hydraulikzylinder, was zu ernsthaften Kratzern an der Kolbenwand führt. Nachdem das Problem auftritt, kann mit der herkömmlichen Methode eine Reparatur vor Ort überhaupt nicht mehr erreicht werden. Es kann nur zerlegt und an den Hersteller zur Reparaturschweißung oder zum Austausch von Schrott geliefert werden. Da es keinen Austausch von Ersatzteilen gibt, ist die Zeit für die Reproduktion von Zubehör oder die Rücksendung an das Werk zur Reparatur nicht zu kontrollieren. Langfristige Ausfallzeiten verursachen dem Unternehmen erhebliche wirtschaftliche Einbußen und müssen gleichzeitig hohe Bearbeitungs- oder Reparaturkosten bezahlen. Um die Anforderungen der kontinuierlichen Produktion von Unternehmen zu erfüllen, müssen bequeme, schnelle, einfache und effektive Wartungsmethoden gefunden werden, um die Geräteprobleme zu lösen, die Ausfallzeiten des Unternehmens zu minimieren und die Wartungs- und Wartungskosten zu senken. Kann Polymerverbundwerkstoffe für die Reparatur vor Ort verwenden
Schritte:
1. Brennen Sie die verkratzten Teile mit einer Sauerstoff-Acetylen-Flamme (Temperatur beherrschen und Oberflächenglühen vermeiden) und backen Sie das Öl, das das ganze Jahr über die Metalloberfläche durchdrungen hat, bis es keine Funken mehr gibt.
2. Bearbeiten Sie das zerkratzte Teil mit einem Winkelschleifer, schleifen Sie eine Tiefe von 1 mm oder mehr und schleifen Sie die Nut entlang der Außenwand des Zylinders, vorzugsweise eine Schwalbenschwanznut. Bohren Sie Löcher an beiden Enden des Kratzers, um die Kraft zu vertiefen und zu ändern.
3. Reinigen Sie die Oberfläche mit saugfähigem Wattebausch, der in Aceton oder absolutes Ethanol getaucht wurde.
4. Tragen Sie das harmonisierte und gleichmäßige Reparaturmaterial auf die zerkratzte Oberfläche auf; Die erste Schicht sollte dünn sein, die zerkratzte Oberfläche gleichmäßig und vollständig bedecken, um die beste Haftung zwischen dem Material und der Metalloberfläche zu gewährleisten, und dann das Material auf die gesamte Reparaturstelle auftragen und mehrmals andrücken. Stellen Sie sicher, dass das Material gefüllt ist und die erforderliche Dicke erreicht, sodass es etwas höher ist als die Oberfläche der Außenwand des Zylinders.
5. Es dauert 24 Stunden, bis das Material bei 24°C verschiedene Eigenschaften vollständig erreicht hat. Um Zeit zu sparen, kann die Temperatur durch eine Halogenlampe erhöht werden. Jede Temperaturerhöhung um 11°C verkürzt die Aushärtezeit um die Hälfte. Die beste Härtungstemperatur beträgt 70°C.
6. Nachdem das Material verfestigt ist, verwenden Sie einen feinen Schleifstein oder Schaber, um das Material zu reparieren, das höher als die Oberfläche der Außenwand des Zylinders ist, und die Konstruktion ist abgeschlossen.
Kraftanalyse einer Einsäulen-Hydraulikpresse

Zwangsdiagramm des Einsäulenregals
Der Rahmen einer Einsäulen-Hydraulikpresse kann gemäß seiner Symmetrieebene zu einem ebenen Rahmen vereinfacht werden, und sein Kraftdiagramm kann eine Kombination aus einer flachen gebogenen Stange und einer geraden Stange genannt werden, wie in der Abbildung gezeigt.
Der OO-Anteil des gebogenen Stabes wird hauptsächlich durch die Axialkraft und das Biegemoment beeinflusst, und die Scherkraft ist vernachlässigbar. Nach der Berechnungsformel des gebogenen Stabes sind das Biegemoment M und die Axialkraft N an jedem Abschnitt des OO-Abschnitts (bestimmt durch den Winkel θ) jeweils
M=P(l+rcosθ)N=Pcosθ
Für gerade Teile (siehe Abschnitt OB in 2-72)
M=P(l+r)
N=P