Problèmes courants que vous devez connaître sur la presse hydraulique

1. Conception structurelle et analyse par éléments finis du faisceau combiné de la presse hydraulique
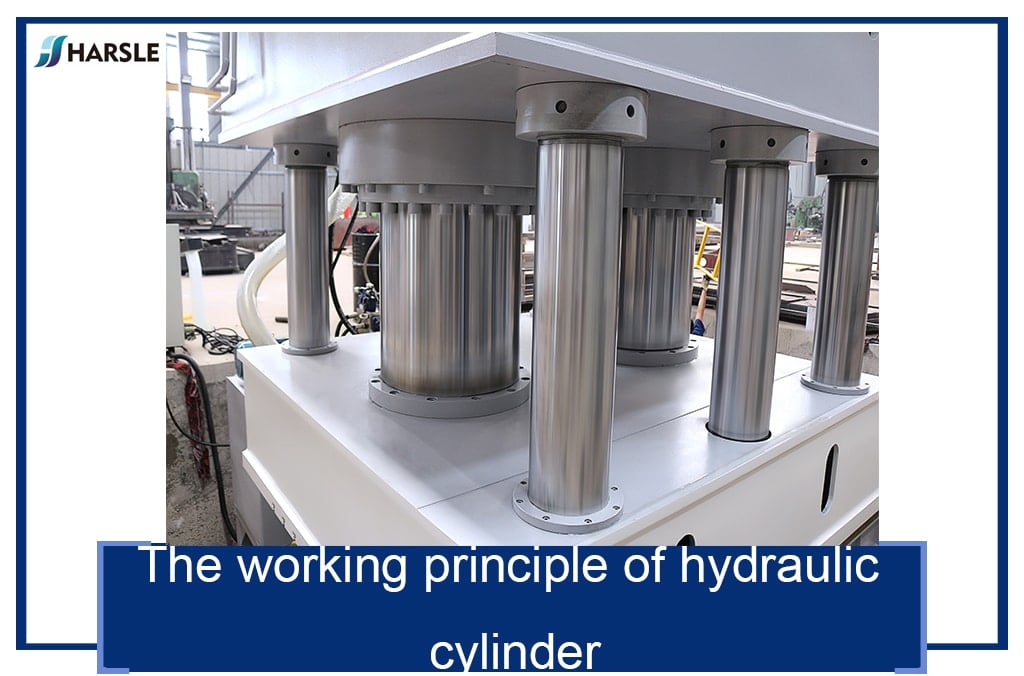
20-ton hydraulic shop press, In the main structure of the hydraulic press, the beam is the assembly matrix of the main parts, and it has to withstand the reaction of all pressures during work. The rationality of its design will directly affect the overall working performance of the equipment. A 200 MN hydraulic press adopts a tie rod pre-tightening frame structure. The upper and lower beams and columns are pre-tightened through tie rods to form a frame with good rigidity.


1. Upper beam 2. Working cylinder 3. Slider 4. Moving table 5. Lower beam 6. Balance bar 7. Column
see picture 1. 20-ton hydraulic shop press, The six working cylinders are arranged in three rows and are directly installed on the upper beam. The two main cylinders in the middle can generate 120 MN pressure, and the four auxiliary cylinders on both sides can generate 80 MN pressure. 1 The structural design of the upper beam is a huge hydraulic machine. It is easy to manufacture, install, and transport, and it adopts the block combined structure. The design of this machine divides the upper beam into three pieces, each of which is a box-shaped structure welded by longitudinal and transverse ribs, made of Q235A. Each sub-beam is connected by 10 200 mm transverse tie rods, and keys are used to withstand the shearing force caused by uneven deformation at the joint surface. Key considerations in the structural design of composite beams are 1) Reasonable layout·73· DOI:10.13667/j.cnki.52-1046/th.2020.04.016 The ribs and slabs can meet the requirements with the maximum weight reduction Strength and rigidity requirements; 2) Appropriate selection of tie rod pre-tightening parameters to ensure that there is no seam phenomenon under working conditions and maintain good integrity. When designing, not only should the connecting space between the beam, the column, and the tie rod be reserved but also the clearance of the working cylinder arrangement should be reduced to the minimum allowed under the premise of no interference, so that the beam outer profile size is as narrow as possible. Finally, its overall dimensions are taken as 7,960 mm in length and 4,840 mm in width. In view of the layout of the oil cylinder of this machine, when loading, the bending moment of the upper beam is the largest in the middle and smaller on both sides. In order to give full play to the strength of the material, it is designed according to the equal-strength beam, the middle is higher than the sides, and the height ratio is recommended to be 1. 2 or so, otherwise, the transition is likely to cause stress concentration. The finite element analysis of the combined upper beam
20-ton hydraulic shop press, The establishment of the structure model and the element division are based on the determined parameters. In order to make the numerical calculation of the upper beam closer to the actual working conditions, 6 The working cylinders are assembled with the upper beam according to actual conditions. Considering that the deformation of the lower beam has little effect on the upper beam, the column model is cut to half the height. The mesh type of the upper beam, the column, and the working cylinder model are all selected as the tetrahedral element C3D4, and the details of the connection between the upper beam and the column and the working cylinder, the contact part of the pre-tensioning rod and the upper beam, and the oil inlet of the working cylinder Part of the mesh is subdivided. In the end, the upper beam is divided into 1.332 million units, the column is divided into 734 thousand units, and the working cylinder is divided into 2.138 million units. 2.2 The application of boundary conditions 1) The fixed-support boundary conditions are applied to the middle section of the column. 2) Tie rod pre-tightening: Bolt load is used for pre-tightening. According to relevant analysis, the overall pre-tightening force of the column tie rod is taken as 1.4 times the nominal pressure, which is 280 MN. 3) Apply a uniform pressure of 31.5 MPa below the seal of the inner wall of the hydraulic cylinder.
Matching of rib thickness.
20-ton hydraulic shop press, The yield strength of the material is 185 MPa, and if the safety factor is greater than or equal to 1.5, the allowable stress [σ] is less than or equal to 120 MPa. Generally, the deflection per unit length of the beam should not exceed 0.15 to 0.2 mm/m. After the actual investigation, the maximum transportable weight is 200 tons. With reference to these data, in the case of satisfying strength, rigidity, and maximum weight reduction, the optimal thickness matching is determined as follows: the thickness of the main stiffener and the inner stiffener is 200 mm and 150 mm, respectively.
2. Analysis and elimination of hydraulic press failure
1) Questions
Y32 —2000 four-column hydraulic press has a wide range of applications in large enterprises. The main machine is a three-beam four-column structure, the upper sliding block is guided by four columns and driven by the upper hydraulic cylinder. Realize the action cycle of “fast down-slow pressurization-hold pressure delay-fast return-stop in situ”, the lower hydraulic cylinder is arranged in the middle hole of the worktable, and the lower slider is driven to realize “upward ejection-downward return” Or the action cycle of “floating blank holder down-stop-ejection”, in production, the main cylinder quickly descends normally, and the pressure is not increased when the high pressure is pressed.
2) Fault diagnosis
20-ton hydraulic shop press, From the analysis of the working principle diagram of the hydraulic system of the Y32-2000 four-column hydraulic press (see Figure 2), the reasons for the low system pressure may be the following:
(1) The main pump is worn out and the internal leakage is serious, resulting in a low rise in system pressure.
(2) The pressure regulating safety valve group is the main component of the control system pressure, and the system pressure will be affected when a failure occurs.
(3) The main cylinder is the executive element of the system. If the main cylinder has serious leakage or cavities, the system pressure will not rise too much. This is unlikely for the new press, but for the old long-term use pressure For the machine, this factor cannot be ruled out.
(4) The filling valve leaks and the oil in the upper cavity of the main cylinder flows back to the filling tank.
(5) The control oil circuit of the unloading valve leaks, causing malfunction symptoms.
(6) The steel ball check valve is worn, and the pressure does not rise due to reverse leakage.

Figure 2 working principle diagram of hydraulic system
Fig.2 Work principle diagram on hydraulic system
1. Remote pressure regulator 2. Relief valve 3. Hydraulic main valve 4. Drain valve group 5. Pressure gauge
6. Support valve group 7. Valve 8. Back pressure valve
In the diagnosis process, first, check the main pump and pressure valve components (relief valve 2 and remote pressure regulator 1). The operation process is close valves 2, 1, and 7 tightly, energize the solenoid 4DT, perform the ejection action of the ejector cylinder, adjust the back pressure valve 8, observe the pressure gauge B, the pressure can reach 32MPa (rated pressure of the pump), by This shows that the pump and the pressure regulating valve are normal. Moreover, it was found that during the slow compression process of the master cylinder, the variable dial indicates a small value (if it indicates a large value, it indicates that the leakage in the pump is serious), and the temperature of the pump does not rise fast, which indeed shows that the leakage in the pump is small and the variable pump can work normally. Then check the master cylinder. When checking, first make preparations, that is, set a relatively flat upper and lower iron block between the movable beam and the workbench, which has a certain height and can be pressurized, adjust the pressure regulating safety valve group appropriately, and then divide it into 3 Step inspection: ① Jog 1DT to press the movable beam on the iron block. Pay attention to the pressure gauge 5. It is found that pressure can increase, but the pressure cannot be maintained. It indicates that there is a problem with the master cylinder or the pressure maintaining valve group and the oil drain valve group 4. ② On the basis of the inspection in the first step, properly loosen the oil pipe joint between the master cylinder and the supporting valve block 6. Let the oil leak in the lower cavity of the main cylinder, continue to jog 1DT, and find that there is no obvious leakage at the joint; ③ put the hydraulic main valve 3 in the neutral position, and appropriately adjust the pre-tightening force of the hydraulic pressure regulating valve of the ejector cylinder, in ② Jogging 3DT on the basis of, it was found that the movable beam moved upwards, and the leakage at the joints changed obviously, which further showed that the main cylinder did not leak much and the main cylinder worked normally. Then check the filling valve, climb down the upper part of the hydraulic press during the check, and pressurize the press. During the pressurization process, it is found that there is no fluctuation on the oil surface, and no bubbles are generated, indicating that the filling valve is intact and there is no internal leakage. Next, disassemble and inspect the X3F type unloading valve. From its structure, the small piston in the external control port adopts a spool valve structure. When the spool valve and the valve bodywork for a long time,
When the gap is increased, internal leakage will occur. The control piston of the loading valve is inspected and disassembled. It is found that the small control piston and the valve body are loosely matched, that is, the gap is obviously too large, and the unloading valve leaks.
3) Troubleshooting
The method of modifying the control piston and the valve body is adopted, and the sealing mechanism of the rubber-plastic composite slip ring seal is used to make the sensitivity of the control piston not reduced but also achieve a good seal, prevent leakage, and the processing and modification are simple, and the modified After the X3F unloading valve was installed, the fault was eliminated.
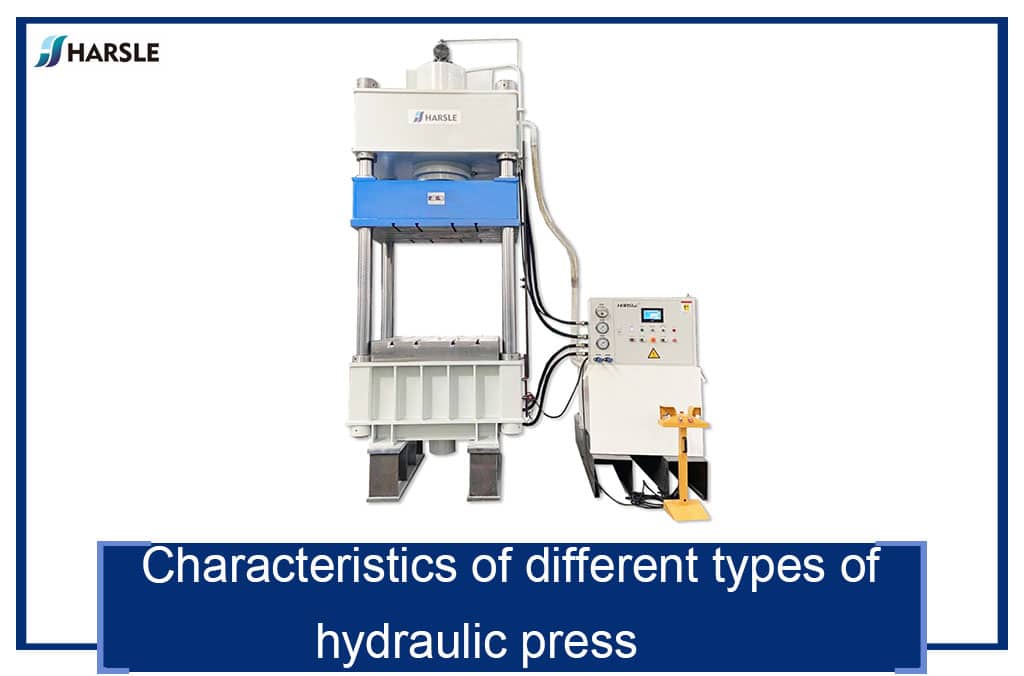
The four-column universal hydraulic press is a common machine that uses static pressure to process various engineering material products. It is usually used for pressing, bending, flanging, sheet drawing, and other pressure processing and press forming processes. According to the different control systems of hydraulic machines, hydraulic machines can be divided into three types: one is the hydraulic machine that uses a traditional relay control system, this type of hydraulic machine has complicated wiring, high failure rate, and poor reliability; the other is the use of programmable controller (PLC) Control system hydraulic press, this type of hydraulic press is applied
20-ton hydraulic shop press, PLC control technology has improved the processing efficiency and reliability of hydraulic presses to a new level; the first type is high-performance hydraulic presses that use advanced microprocessors or industrial control computers. The overall performance and production efficiency of this type of hydraulic press are higher than the previous two. This type of hydraulic press has been greatly improved, but this type of hydraulic press is expensive and is currently less designed, produced, and applied in China. The main parameters of the Y32-2000 four-column universal hydraulic press currently produced in China are generally: nominal force 2000 kN, return force 500 kN, ejection force 400 kN, ejection return force 250 kN, slider stroke 700 mm, ejection stroke 250 mm; Its electrical control system has two kinds of relay control and PLC control. There are three operation modes of adjustment (inching action), manual and semi-automatic, which can realize two process modes of constant pressure and constant range. In order to illustrate the method of using PLC technology to develop the hydraulic press control system, this article intends to use PLC technology to develop the semi-automatic control system of the Y32-2000 four-column universal hydraulic press. The remaining operating modes of the hydraulic press can be based on similar methods. To develop.
The working principle of 3 Y32-2000 four-column universal hydraulic press
Figure 2 shows the original hydraulic system of Y32-2000 four-column universal hydraulic press
The system is supplied by a high-pressure axial variable plunger pump, and the upper and lower slides are driven by the main hydraulic cylinder and the ejector cylinder respectively to complete the following main actions: fast down the main cylinder, slow pressurization, pressure holding delay, Pressure relief reversal, quick return, home position stop; ejection cylinder upward ejection, stop, downward retreat, home position stop. As shown in Figure 1, the main hydraulic cylinder and the ejector cylinder are interlocked. Only when the main cylinder reversing valve 7 is in the neutral position, the ejector cylinder reversing valve 2 can be connected to pressure oil, which can ensure the coordination and reliability of the action, The following briefly describes the action process of the main hydraulic cylinder and the ejection cylinder