Herstellungsprozess der Edelstahlspüle

Tragbare hydraulische Schienenstiftpresse, Edelstahlspülen sind überall im Leben zu sehen, aber wie viel wissen Sie über das Passwort der Spüle? Heute lernen wir die detaillierte Technik der Spülenproduktion vom Platteneinkauf über die Verarbeitung bis zur Montage des fertigen Produkts kennen und empfehlen für jeden geeignetere Maschinen.

Rohstoff – Einkauf
● Tragbare hydraulische Raupenstiftpresse, die Dicke von Stahlplatten, die üblicherweise in Edelstahlspülen verwendet werden, liegt zwischen 0,8 mm und 1,5 mm.
● Die Spülenfabrik kauft je nach Bedarf der Produktionsspülenmodelle unterschiedlich breite Stahlplatten. Die Stahlplatte wird in Form einer Rollenwiegung an die Spülenwerkstatt geschickt.
● Normalerweise unbesäumte Stahlplatten haben eine maximale Breite von 1220 mm und eine nahezu unbegrenzte Länge.

Materiallaminierung
● Die Duktilität von Stahlblechen ist begrenzt. Um zu verhindern, dass die Stahlplatte beim Strecken bricht oder beschädigt wird, ist es notwendig, die Stahlplatte im Anfangsstadium des Materials zu beschichten.
● Die Folie wird nur auf einer Seite des Stahlblechs beschichtet und eine Seite der Folie zeigt beim anschließenden Reckprozess der Form zu.
● Die Laminierung kann vor oder nach dem Schneiden erfolgen.


Materialschneiden
● Tragbare hydraulische Raupenstiftpresse. Abhängig von der Länge des Tankdesigns muss die lange Stahlplatte in Abschnitte geschnitten werden, um die Größenanforderungen des Rohlings zu erfüllen.
● In der Abbildung rechts betätigt der Werker den Rollenschalter, so dass die Schutzfolie und die Stahlplatte gleichzeitig die Walzenverdichtungszone passieren und die Laminierung mit Druck abgeschlossen wird.
● Wenn die beschichtete Stahlplatte die Guillotine-Klinge passiert, drückt der Arbeiter den Guillotine-Schalter nach Bedarf, um die Stahlplatte zu zerbrechen, um ein Rohmaterial angemessener Größe zu erhalten.

Materialwinkelschneiden
● Das Einzelblatt ist jetzt ein regelmäßiges Rechteck. Um sich dem Aussehen der Spüle grob anzupassen, ist es auch notwendig, das Blech zum Abscheren in die Schere zu schieben.
● Das fertige Blech ist im Allgemeinen polygonal und kann bogenförmige Kanten aufweisen.

Erste Zeichnung - Öl malen
● Tragen Sie Stretchöl gleichmäßig auf beide Seiten des beschichteten und geschnittenen Blechs auf.
● Extrudiertes Öl kann die Platte gleichmäßig unterstützen, die Gefahr von Dehnungsrissen verringern und die Lebensdauer der Form und Presse verlängern.

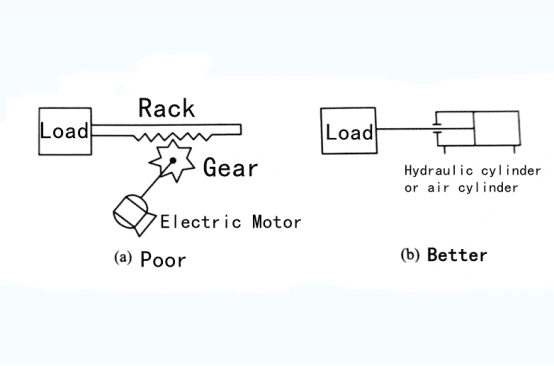
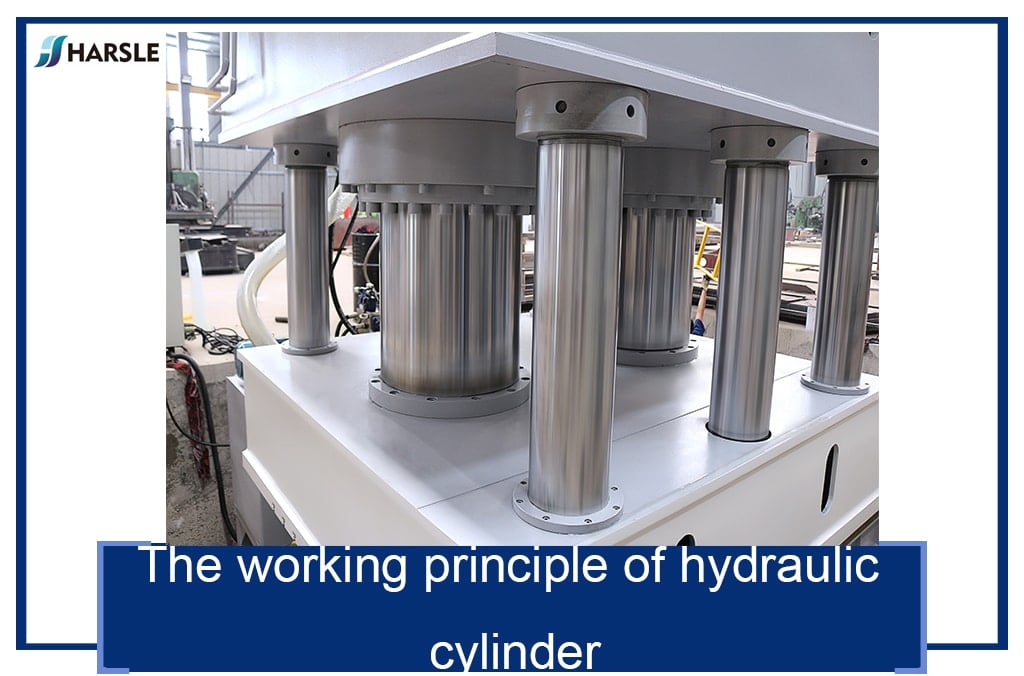
Erste Zeichnung – Zeichnung
● Tragbare hydraulische Spurstiftpresse, legen Sie die Stahlplatte auf den Pressentisch.
● An der oberen und unteren Platte der Werkbank befinden sich Löcher. Die Produktform befindet sich in den Löchern der unteren Tischplatte (roter Bereich rechts).
● Beim Drücken des Motorschalters wird die obere Platte des Hydrauliktisches abgesenkt und der gesamte Tisch fährt nach unten.
● Während des Senkvorgangs bleibt die horizontale Position der Matrize unverändert, so dass die Stahlplatte nach oben gedrückt wird, um die Formstreckung abzuschließen. Die erste Ziehtiefe muss 80% oder mehr der gesamten Konstruktionstiefe betragen.

Erste Zeichnung – Reinigung
● Entfernen Sie die vorgeformte Schüssel und reinigen Sie die mit Ziehöl verunreinigte Bank.
● Die Erstziehsenke wird zur Reinigungsstelle geschickt, um die Beschichtung zu entfernen, und das restliche Ziehöl wird abgewaschen, um den Glühprozess vorzubereiten.

Glühen – Grund
● Wenn die Bautiefe des Wassertanks weniger als 160 mm beträgt, kann aufgrund des häuslichen Ziehverfahrens die ideale Tiefe mit einer Zeichnung erreicht werden.
● Wenn die Tiefe der Spüle 180 mm-250 mm erreicht, ist die Wahrscheinlichkeit, dass das Edelstahlblech beim einmaligen Ziehen reißt, stark erhöht.
● Um die Tiefenanforderungen zu erfüllen, sind zu diesem Zeitpunkt Glühen und Nachziehen erforderlich.

Glühen- Glühlinie
● Tragbare hydraulische Raupenstiftpresse, Glühen kann die Aktivität von hochbelasteten Edelstahlplatten wiederherstellen.
● Die Glühlinie selbst ist eine vertragliche 20 Meter lange Hochtemperaturlinie, die Ofentemperatur beträgt ca. 1150 °C. Die beiden Seiten sind Ein- und Ausgänge, und die Spülen werden mit einer Seilbahn oder einem Förderband in eine Richtung transportiert. Es ist möglich, etwa 30 Spülen gleichzeitig zu rationalisieren.
● Geglühte Begleiter beinhalten auch die Entmagnetisierung. Dadurch werden die magnetischen Eigenschaften von Edelstahl durch Dehnung eliminiert.

Glühen-Glühofen
● Viele Senkenwerke haben selbst keine Glühlinien, sondern lagern das Glühen an Fremdglühwerke aus.
● Manchmal setzen Senkenanlagen auch Glühöfen ein, um je nach Bedarf alternative Funktionen zu erreichen.

Zweite Zeichnung
● Nach dem Glühen wird die Spüle durch eine hydraulische Presse und Form gezogen
● Die zweite Zeichnung muss vollständig auf Konstruktionstiefe gezeichnet werden.

Kantenschneiden
● Tragbare hydraulische Raupenstiftpresse, Nach dem Ziehen des Produkts tritt keine Schrumpfung am Rand der Stahlplatte auf. An dieser Stelle muss das fertige Produkt beschnitten werden.
● Beim Besäumen muss die Einbaulage der oberen Beckenversteifung reserviert werden.

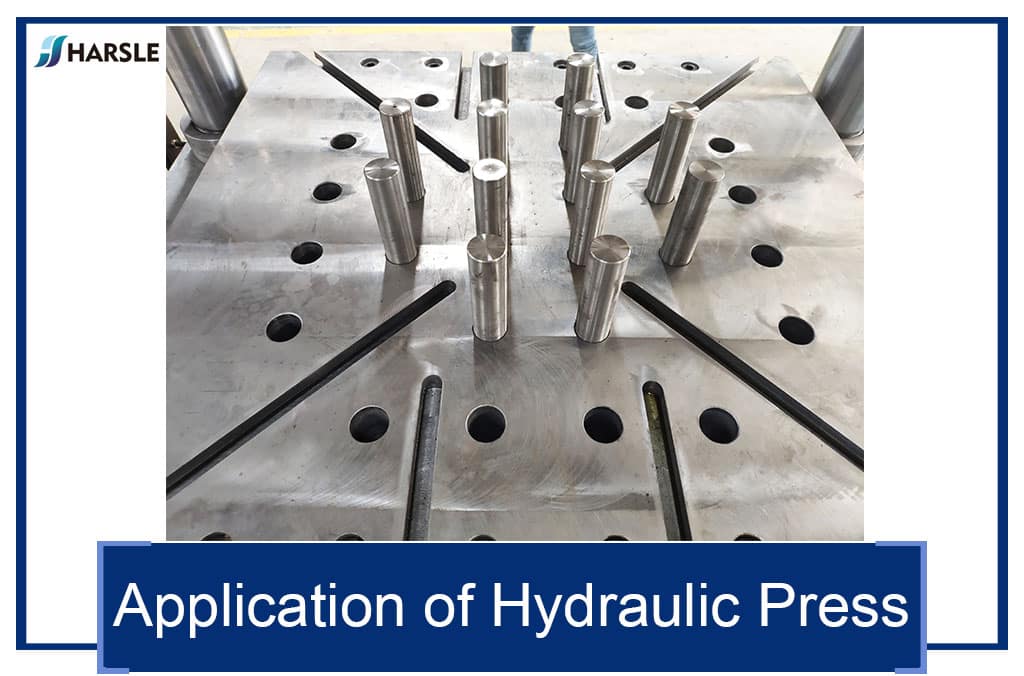
Stanzen
● Ablauflöcher und Überlauflöcher werden auf speziellen Formen und Stanzen gestanzt.
● Je nach den tatsächlichen Bedingungen der Blech- und Stanzausrüstung kann es erforderlich sein, an jedem Abschnitt eine Gratbearbeitung durchzuführen.

Rollenschweißen und Stumpfschweißen
Dieser Schritt kann entfallen, wenn Sie sich für eine Doppelschalenform entscheiden
● Wenn es sich um ein Zweischlitz-Rollbecken/Bodenschweißbecken handelt, muss es nach dem Stanzen mit der oberen Platte der Spüle verschweißt werden.
● Das Rollenschweißen erfolgt normalerweise durch CNC-Schweißen, kann aber auch von Arbeitern handgeschweißt werden.
● Wenn es sich um ein Stumpfschweißbecken handelt, ist das Stumpfschweißen für beide Seiten des Beckens erforderlich.
● Stumpfschweißsenke ist in unserem Sortiment selten. Auffällig ist eine Schweißlinie in der Mitte der beiden Becken.

Punktschweißen für Verstärkungsrippen
IchDieser Schritt kann entfallen, wenn Sie sich für eine Doppelschalenform entscheiden)
● Verwenden Sie für Rippen-/Hakenschweißungen ein Laser-Punktschweißgerät.
● Bei jeder Punktschweißung entstehen je nach Geräteeinstellung ca. 3 Lötstellen. Stangenversteifungen müssen an verschiedenen Stellen mehrmals punktgeschweißt werden.
● Je nach Kundenwunsch werden teilweise kleberverstärkte Rippen/Haken verwendet.

Oberflächenbehandlung-Polieren des Spülbeckenbodens
● Schrubben (Bürsten), Sandstrahlen (Elektrolyse), Polieren (Spiegeln) und Prägen.
● Das Schrubben (Bürsten) wird hier speziell beschrieben.
● Das Mahlen wird je nach den Unterschieden zwischen Becken und Ausrüstung in drei oder vier Abschnitte unterteilt.
● Als erstes muss der Boden der Spüle poliert werden.

Spülenwand polieren
● Anschließend wird die Spülenwand poliert

Gelenkteil polieren
(Dieser Schritt kann entfallen, wenn Sie sich für eine Doppelschalenform entscheiden)
● Je nach Automatisierungsgrad in der Spülenanlage ist dieser Prozess manchmal vorhanden, um den Bedarf an Polierfähigkeiten der Arbeiter zu reduzieren.
● Da die beiden benachbarten Flächen in unterschiedliche Richtungen poliert sind, treten an den Schnittpunkten der Texturen tendenziell chaotische Linien auf.
● Verwenden Sie Schleifscheiben, um das Chaos zwischen zwei vertikalen Flächen zu beseitigen.

Polieren der oberen Platte
● Die obere Platte wird am Ende des Schleifvorgangs poliert, um Löschen die im Topfkörper sichtbaren Stumpfschweißnähte, Bindenähte und Oberflächenfehler.

Stanzen von Facettenlöchern
● Tragbare hydraulische Raupenstiftpresse, Ausheben der Abstichlochposition gemäß den Anforderungen der Bestellung.
● Dieser Prozess hat einen hohen Freiheitsgrad, kann je nach Auftragsanforderung direkt übersprungen werden oder vor jedem Schweißprozess erfolgen.

Stempeln des Logos
● Die Beschriftung von Edelstahlspülen umfasst hauptsächlich die beiden folgenden Methoden: Lasertyp und Schablonentyp (siehe rechte Abbildung).
● Schieben Sie den Wassertank vollständig in die feste Position, um die Konsistenz der Schablonenposition zu gewährleisten.

Laserbeschriftung
● Tragbare hydraulische Spurstiftpresse, Verwenden Sie zum Markieren die Methode des Laserätzens.
● Neben der vollautomatischen Laserbeschriftung gibt es auch kostengünstige manuelle Positionierungslaserbeschriftungen (siehe rechts).
● Legen Sie die halbdurchlässige Folie mit dem Markenlogo fest an die vorgesehene Stelle der Markierung und beleuchten Sie diese mit einem Laser-Handsender im Nullabstand.
● Der Laser durchdringt den lichtdurchlässigen Teil der halbdurchlässigen Folie und brennt auf der Edelstahloberfläche.

Reparatur
● Tragbare hydraulische Raupenstiftpresse, die geringfügigen Schäden, die auftretenr in all Produktionsprozesse sind wichtig für den kommerziellen Wert. Sie werden vor dem Spritzprozess zur Reparaturstelle geschickt und von Arbeitern manuell repariert.

Spritzlackieren
● Führen Sie eine Bottom-Spray-Behandlung durch.
● Das Sprühen hat einen dreifachen Zweck: 1. Leichte und dünne Spülbecken zunehmen; 2. Um die durch Glühen und andere Gründe verursachten Brandflecken abzudecken; 3. Um das Kondensationsphänomen in der Küchenumgebung zu verhindern.
●Das gegenwärtige inländische Sprühen ist im Allgemeinen nur Farbe. Tatsächlich hat die Anti-Kondensationsfunktion nicht.
● Beim Beizen werden neben dem Spritzen auch glühende Brandstellen entfernt.

Reinigung und Verpackung
● Tragbare hydraulische Raupenstiftpresse, zum Inhalt der Reinigungsarbeiten gehören das Entfernen von Stretchölresten, das Entfernen von Schmutz und der Vorderseite des Sprays, das Entfernen von Schleifscheiben- und Edelstahlrückständen, das Entfernen von Fingerabdrücken und anderem Staub.
● Je nach Bestellanforderung können Spülen in Konsolen, Großkisten oder sogar Verkaufsverpackungen verpackt werden.

Lagerung
● Legen Sie das Produkt abschließend ins Lager und warten Sie, bis es an den vom Besteller angegebenen Ort gesendet wird.