عملية تصنيع حوض الفولاذ المقاوم للصدأ

مكبس دبوس هيدروليكي محمول ، يمكن رؤية أحواض الفولاذ المقاوم للصدأ في كل مكان في الحياة ، ولكن ما مدى معرفتك بكلمة مرور الحوض؟ اليوم ، سوف نتعرف على تقنية إنتاج الأحواض التفصيلية من شراء الألواح ، والمعالجة إلى تجميع المنتج النهائي ، والتوصية بآلات أكثر ملاءمة للجميع.

مادة خام - شراء
● مكبس برغي هيدروليكي محمول ، سمك الألواح الفولاذية المستخدمة بشكل شائع في أحواض الفولاذ المقاوم للصدأ بين 0.8 مم و 1.5 مم.
● يشتري مصنع الأحواض ألواح فولاذية بعرض مختلف حسب احتياجات نماذج أحواض الإنتاج. يتم إرسال الصفيحة الفولاذية إلى ورشة الحوض على شكل لفة وزن.
● عادةً ما يبلغ أقصى عرض للصفائح الفولاذية غير المقصوصة 1220 مم ولها طول غير محدود تقريبًا.

التصفيح المادي
● ليونة الصفائح الفولاذية محدودة. من أجل منع كسر أو تلف الصفيحة الفولاذية أثناء التمدد ، من الضروري طلاء الصفيحة الفولاذية في المرحلة الأولية من المادة.
● الفيلم مطلي فقط على جانب واحد من الصفيحة الفولاذية ، وجانب واحد من الفيلم سيواجه القالب في عملية التمدد اللاحقة.
● يمكن عمل التصفيح قبل القطع أو بعدها.


قطع المواد
● مكبس برغي هيدروليكي محمول ، اعتمادًا على طول تصميم الخزان ، يجب قطع اللوحة الفولاذية الطويلة إلى أقسام لتلبية متطلبات حجم الفراغ.
● في الشكل الموجود على اليمين ، يقوم العامل بتشغيل مفتاح الأسطوانة بحيث يمر الفيلم الواقي واللوحة الفولاذية عبر منطقة ضغط الأسطوانة في نفس الوقت ، ويكتمل التصفيح بالضغط.
● عندما تمر الصفيحة الفولاذية المطلية عبر شفرة المقصلة ، يضغط العامل على مفتاح المقصلة كما هو مطلوب لكسر الصفيحة الفولاذية للحصول على مادة خام ذات حجم معقول.

قطع زاوية المواد
● الورقة المقصوصة هي الآن مستطيل عادي. من أجل التوافق تقريبًا مع مظهر الحوض ، من الضروري أيضًا دفع الورقة إلى المقصات للقص.
● الورقة النهائية بشكل عام متعددة الأضلاع وقد تحتوي على حواف قوسية.

الرسم الأول- دهان الزيت
● ضع زيت الشد بالتساوي على جانبي الصفيحة المطلية والمقصوصة.
● يمكن للزيت المبثوق أن يساعد اللوح بالتساوي ، مما يقلل من فرصة تشقق التمدد ويطيل من عمر القالب والضغط.

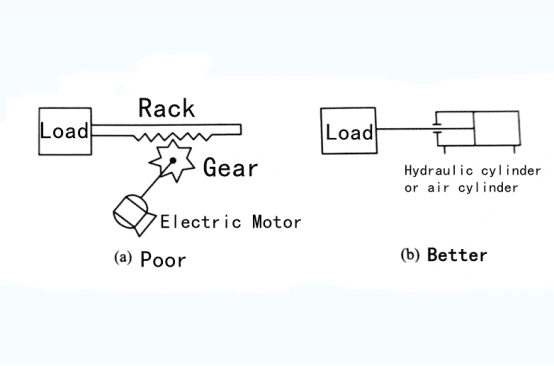
أول رسم- رسم
● ضغط دبوس المسار الهيدروليكي المحمول ، ضع اللوحة الفولاذية على طاولة الضغط.
● توجد ثقوب في الألواح العلوية والسفلية لمنضدة العمل. يوجد قالب المنتج داخل فتحات اللوحة السفلية للطاولة (المنطقة المظللة باللون الأحمر على اليمين).
● عند الضغط على مفتاح المحرك ، تنخفض اللوحة العلوية للمرحلة الهيدروليكية وتنزل الطاولة بأكملها.
● أثناء عملية الغرق ، يظل الوضع الأفقي للقالب دون تغيير ، بحيث يتم دفع الصفيحة الفولاذية إلى الأعلى لإكمال تمدد النموذج. يجب أن يكون عمق الرسم الأول 80% أو أكثر من إجمالي عمق التصميم.

الرسم الأول- التنظيف
● أزل الوعاء المُشكَّل مسبقًا ونظف المقعد الملوث بسحب الزيت.
● سيتم إرسال حوض السحب الأول إلى موقع التنظيف لإزالة الطلاء ، وسيتم غسل زيت السحب المتبقي بعيدًا للتحضير لعملية التلدين.

التلدين - السبب
● بسبب عملية الرسم المحلية ، إذا كان عمق تصميم خزان المياه أقل من 160 مم ، يمكن تحقيق العمق المثالي برسم واحد.
● عندما يصل عمق الحوض إلى 180 مم -250 مم ، تزداد بشكل كبير فرصة السحب مرة واحدة مما يؤدي إلى تكسير صفائح الفولاذ المقاوم للصدأ.
● من أجل تلبية متطلبات العمق ، يلزم التلدين والسحب الثانوي في هذا الوقت.

التلدين - خط التلدين
● مكبس برغي هيدروليكي محمول ، التلدين يمكنه استعادة نشاط ألواح الفولاذ المقاوم للصدأ شديدة الإجهاد.
● خط التلدين بحد ذاته عبارة عن خط درجة حرارة عالية بطول 20 مترًا ، ودرجة حرارة الفرن حوالي 1150 درجة مئوية. الجانبان عبارة عن مداخل ومخارج ويتم نقل الأحواض في اتجاه واحد بواسطة التلفريك أو الحزام الناقل. من الممكن تبسيط حوالي 30 حوضًا في نفس الوقت.
● رفقاء صلب تشمل أيضا إزالة المغنطة. هذا يلغي الخصائص المغناطيسية للفولاذ المقاوم للصدأ بسبب التمدد.

فرن التلدين
● لا تحتوي العديد من مصانع الأحواض على خطوط التلدين نفسها ، ولكنها بدلاً من ذلك تقوم بالاستعانة بمصادر خارجية للتلدين إلى مصانع تلدين خارجية.
● في بعض الأحيان ، تستخدم مصانع الأحواض أيضًا أفران التلدين لتحقيق وظائف بديلة حسب احتياجاتها.

الرسم الثاني
● بعد التلدين ، سيتم سحب الحوض عن طريق الضغط الهيدروليكي والقالب
● يجب رسم الرسم الثاني بالكامل لعمق التصميم.

حافة
● مكبس برغي هيدروليكي محمول ، بعد سحب المنتج ، لا يحدث انكماش على حافة الصفيحة الفولاذية. في هذه المرحلة ، يجب قطع المنتج النهائي.
● من الضروري الاحتفاظ بوضعية تركيب مقوى الحوض العلوي عند التشذيب.

اللكم
● ثقوب التصريف وفتحات الفائض مثقوبة على قوالب ومثقاب خاصة.
● وفقًا للظروف الفعلية للوحة ومعدات التثقيب ، قد يكون من الضروري إجراء معالجة نتوء في كل قسم.

لحام الأسطوانة واللحام التناكبي
يمكن حذف هذه الخطوة إذا كنت ستختار قالبًا مزدوج الوعاء
● إذا كانت عبارة عن وعاء دحرجة بفتحتين / حوض لحام سفلي ، فيجب لحامه باللوحة العلوية للحوض بعد التثقيب.
● يتم لحام الأسطوانة عادةً عن طريق اللحام باستخدام الحاسب الآلي ، ولكن يمكن أيضًا أن يتم لحامها يدويًا بواسطة العمال.
● إذا كان حوض اللحام التناكبي ، فيجب إجراء اللحام التناكبي لكلا جانبي الحوض.
● حوض اللحام التناكبي نادر في خط منتجاتنا. السمة الواضحة هي خط اللحام في منتصف الحوضين.

اللحام النقطي لتقوية الضلوع
(يمكن حذف هذه الخطوة إذا كنت ستختار قالبًا مزدوج الوعاء)
● استخدم آلة لحام البقع بالليزر لحامات الأضلاع / الخطاف.
● وفقًا لإعدادات المعدات المختلفة ، ينتج كل لحام موضعي حوالي 3 وصلات لحام. تتطلب أدوات تقوية القضبان لحامًا موضعيًا عدة مرات في مواقع مختلفة.
● تستخدم أحيانًا الأضلاع / الخطافات المقواة بالغراء وفقًا لمتطلبات المشتري.

المعالجة السطحية - تلميع بالوعة القاع
● فرك (بالفرشاة) وسفع بالرمل (تحليل كهربائي) وتلميع (مرآة) ونقش.
● تم وصف عملية التنظيف (التنظيف بالفرشاة) تحديدًا هنا.
● ينقسم الطحن إلى ثلاثة أو أربعة أقسام بناءً على الاختلافات بين الحوض والمعدات.
● أول شيء يجب تلميعه هو قاع الحوض.

تلميع بالوعة الحائط
● بعد ذلك ، يتم تلميع جدار الحوض

تلميع جزء المفصل
(يمكن حذف هذه الخطوة إذا كنت ستختار قالبًا مزدوج الوعاء)
● اعتمادًا على درجة الأتمتة في مصنع الحوض ، تكون هذه العملية موجودة أحيانًا لتقليل الحاجة إلى مهارات تلميع العمال.
● نظرًا لأن الوجهين المتجاورين مصقولان في اتجاهات مختلفة ، تميل الخطوط الفوضوية إلى الحدوث عند تقاطعات النسيج.
● استخدم عجلات جلخ لإزالة الفوضى بين وجهين عموديين.

تلميع الصفيحة العلوية
● اللوحة العلوية مصقولة في نهاية عملية الطحن إلى إزالة مفاصل اللحام التناكبي وخطوط اللحام وعيوب السطح الظاهرة في جسم الوعاء.

اللكم ثقوب الوجه
● ضغط دبوس المسار الهيدروليكي المحمول ، قم بحفر موضع فتحة الصنبور وفقًا لمتطلبات الطلب.
● تتمتع هذه العملية بدرجة عالية من الحرية ، ويمكن تخطيها مباشرة وفقًا لمتطلبات الطلب ، أو قد تحدث قبل أي عملية لحام.

ختم الشعار
● يشمل وضع علامات على أحواض الفولاذ المقاوم للصدأ بشكل أساسي الطريقتين التاليتين: نوع الليزر والنوع المطبوع (انظر الشكل الأيمن).
● ادفع خزان المياه تمامًا في الوضع الثابت لضمان اتساق وضع الطباعة.

النقش بالليزر
● ضغط دبوس المسار الهيدروليكي المحمول ، استخدم طريقة النقش بالليزر لوضع العلامات.
● بالإضافة إلى الوسم بالليزر الأوتوماتيكي بالكامل ، هناك أيضًا علامات ليزر يدوية منخفضة التكلفة لتحديد المواقع (انظر إلى اليمين).
● ضع الفيلم شبه القابل للنفاذ الذي يحمل شعار العلامة التجارية بثبات في الموضع المحدد للوسم واستخدم جهاز إرسال ليزر يدويًا لإلقاء الضوء على مسافة صفر.
● يمر الليزر عبر الجزء النافذ للضوء من الفيلم شبه المنفصل ويحترق على سطح الفولاذ المقاوم للصدأ.

بصلح
● ضغط دبوس المسار الهيدروليكي المحمول ، الأضرار الطفيفة التي تحدثص في آلl عمليات الإنتاج مهمة للقيمة التجارية. يتم إرسالها إلى موقع الإصلاح قبل عملية الرش ويتم إصلاحها يدويًا بواسطة العمال.

رش الطلاء
● إجراء معالجة بالرش السفلي.
● الغرض من الرش ثلاثي الأبعاد: 1. زيادة وزن الأحواض الخفيفة والرقيقة ؛ 2. لتغطية علامات الحروق الناتجة عن التلدين وأسباب أخرى. 3. منع ظاهرة التكثيف في بيئة المطبخ.
● عادة ما يكون الرش المنزلي الحالي مجرد طلاء. في الواقع ليس لديها وظيفة مكافحة التكثيف.
● بالإضافة إلى الرش ، يزيل التخليل أيضًا بقع الحروق الناتجة عن التلدين.

التنظيف والتغليف
● مكبس برغي هيدروليكي محمول ، يتضمن محتوى أعمال التنظيف إزالة بقايا زيت التمدد ، وإزالة الأوساخ والجزء الأمامي من الرذاذ ، وإزالة عجلة الطحن وحطام الفولاذ المقاوم للصدأ ، وإزالة بصمات الأصابع والغبار الآخر.
● وفقًا لمتطلبات الطلب ، يمكن تعبئة الأحواض في أقواس أو صناديق كبيرة أو حتى عبوات بيع بالتجزئة.

تخزين
● أخيرًا ، ضع المنتج في المستودع وانتظر حتى يتم إرساله إلى المكان المحدد بواسطة طالب الطلب.