กระบวนการผลิตอ่างสแตนเลส

แท่นกดพินแบบไฮดรอลิกแบบพกพาสามารถเห็นอ่างสแตนเลสได้ทุกที่ในชีวิต แต่คุณรู้รหัสผ่านของอ่างล้างจานมากแค่ไหน? วันนี้เราจะมาเรียนรู้เกี่ยวกับเทคโนโลยีการผลิตอ่างล้างมือแบบละเอียดตั้งแต่การซื้อแผ่น การแปรรูปจนถึงการประกอบผลิตภัณฑ์สำเร็จรูป และแนะนำเครื่องจักรที่เหมาะสมกว่าสำหรับทุกคน

วัตถุดิบ – การจัดซื้อ
● แท่นกดแบบไฮดรอลิกแบบพกพา ความหนาของแผ่นเหล็กที่ใช้กันทั่วไปในอ่างสแตนเลสอยู่ระหว่าง 0.8 มม. ถึง 1.5 มม.
● โรงงานอ่างล้างจานซื้อแผ่นเหล็กที่มีความกว้างต่างกันตามความต้องการของรุ่นอ่างสำหรับการผลิต แผ่นเหล็กถูกส่งไปยังโรงงานอ่างล้างจานในรูปแบบของการชั่งน้ำหนักแบบม้วน
● โดยปกติแผ่นเหล็กที่ไม่มีการตัดแต่งจะมีความกว้างสูงสุด 1220 มม. และมีความยาวเกือบไม่จำกัด

การเคลือบวัสดุ
● ความเหนียวของแผ่นเหล็กมีจำกัด เพื่อป้องกันไม่ให้แผ่นเหล็กหักหรือเสียหายระหว่างการยืด จำเป็นต้องเคลือบแผ่นเหล็กในระยะเริ่มต้นของวัสดุ
● ฟิล์มเคลือบด้านเดียวของแผ่นเหล็ก และด้านหนึ่งของฟิล์มจะหันไปทางแม่พิมพ์ในกระบวนการยืดที่ตามมา
● สามารถเคลือบได้ทั้งก่อนหรือหลังการตัด


การตัดวัสดุ
● แท่นกดแบบแท่นไฮดรอลิกแบบพกพา ขึ้นอยู่กับความยาวของการออกแบบถัง แผ่นเหล็กยาวจะต้องถูกตัดออกเป็นส่วนๆ เพื่อตอบสนองความต้องการด้านขนาดของถังเปล่า
● ในรูปด้านขวา ผู้ปฏิบัติงานใช้สวิตช์ลูกกลิ้งเพื่อให้ฟิล์มป้องกันและแผ่นเหล็กผ่านโซนการบดอัดของลูกกลิ้งพร้อมกัน และการเคลือบจะเสร็จสิ้นด้วยแรงกด
● เมื่อแผ่นเหล็กเคลือบผ่านใบมีดกิโยติน ผู้ปฏิบัติงานกดสวิตช์กิโยตินตามความจำเป็นเพื่อหักแผ่นเหล็กเพื่อให้ได้วัตถุดิบที่มีขนาดเหมาะสม

การตัดมุมวัสดุ
● แผ่นตัดกลายเป็นสี่เหลี่ยมผืนผ้าปกติแล้ว เพื่อให้สอดคล้องกับรูปลักษณ์ของอ่างล้างจานอย่างคร่าวๆ จำเป็นต้องดันแผ่นเข้าไปในกรรไกรเพื่อตัด
● แผ่นงานที่ทำเสร็จแล้วโดยทั่วไปเป็นรูปหลายเหลี่ยมและอาจมีขอบโค้ง

วาดครั้งแรก- ลงสีน้ำมัน
● ทาน้ำมันยืดให้เท่ากันทั้งสองด้านของแผ่นเคลือบและแผ่นตัด
● น้ำมันอัดรีดสามารถช่วยให้เพลทมีความสม่ำเสมอ ลดโอกาสการแตกร้าวและยืดอายุของแม่พิมพ์และการกด

วาดครั้งแรก- วาด
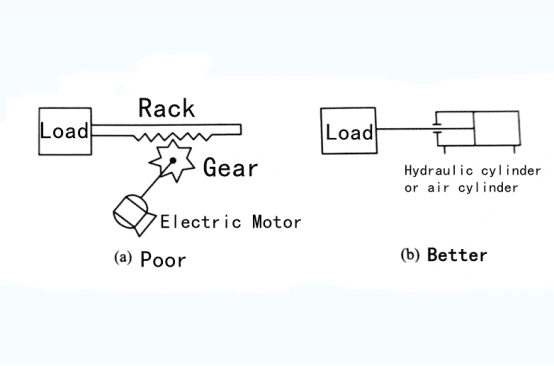
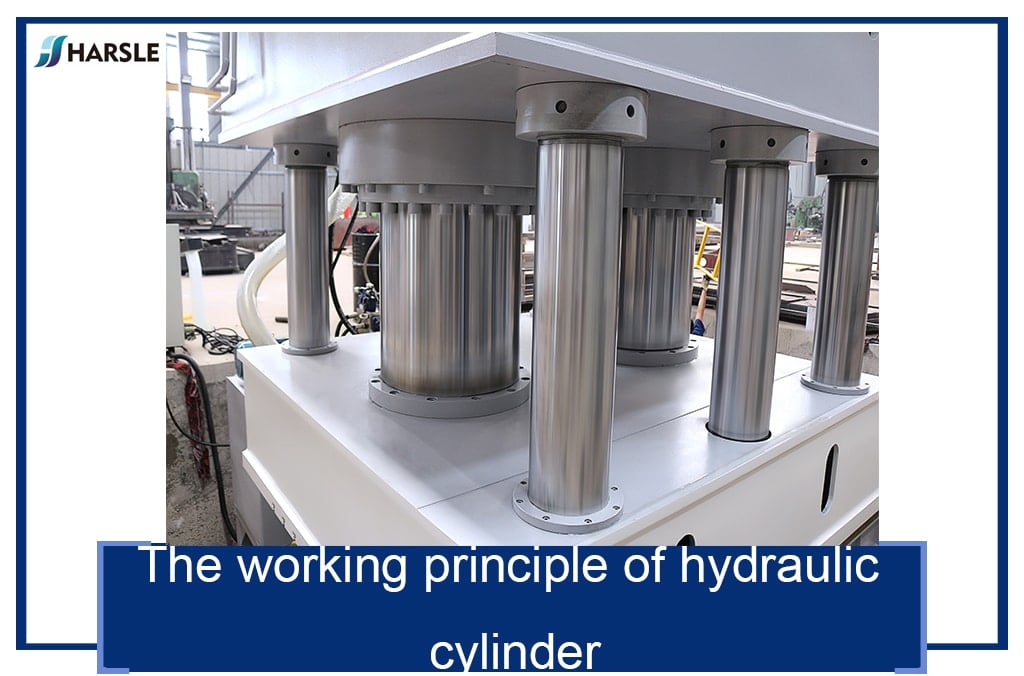
● แท่นกดแบบไฮดรอลิกแบบพกพา วางแผ่นเหล็กลงบนโต๊ะกด
● มีรูที่เพลทด้านบนและด้านล่างของโต๊ะทำงาน แม่พิมพ์ผลิตภัณฑ์อยู่ภายในรูของแผ่นด้านล่างของโต๊ะ (พื้นที่แรเงาสีแดงทางด้านขวา)
● เมื่อกดสวิตช์มอเตอร์ เพลทบนของสเตจไฮดรอลิกจะลดระดับลงและทั้งโต๊ะจะเลื่อนลงมา
● ในระหว่างกระบวนการจม ตำแหน่งแนวนอนของดายยังคงไม่เปลี่ยนแปลง เพื่อให้แผ่นเหล็กถูกดันขึ้นไปเพื่อให้แบบฟอร์มยืดออก ความลึกของการวาดภาพแรกจะต้องเท่ากับ 80% หรือมากกว่าของความลึกการออกแบบทั้งหมด

วาดครั้งแรก- ทำความสะอาด
● นำชามที่สร้างไว้ล่วงหน้าออก และทำความสะอาดม้านั่งที่เปื้อนน้ำมัน
● อ่างล้างจานแรกจะถูกส่งไปยังสถานที่ทำความสะอาดเพื่อขจัดสารเคลือบ และน้ำมันที่เหลือจะถูกชะล้างออกไปเพื่อเตรียมสำหรับกระบวนการหลอม

การหลอม- เหตุผล
● เนื่องจากขั้นตอนการวาดภาพในประเทศ หากความลึกของการออกแบบถังเก็บน้ำน้อยกว่า 160 มม. ความลึกในอุดมคติสามารถทำได้โดยการวาดภาพเพียงครั้งเดียว
● เมื่อความลึกของอ่างล้างจานถึง 180 มม. - 250 มม. โอกาสที่จะดึงแผ่นเหล็กสแตนเลสแตกร้าวจะเพิ่มขึ้นอย่างมาก
● เพื่อให้เป็นไปตามข้อกำหนดด้านความลึก จำเป็นต้องมีการหลอมและการวาดภาพรอง

การหลอม - สายการหลอม
● แท่นกดแบบไฮดรอลิกแบบพกพา การหลอมสามารถฟื้นฟูการทำงานของแผ่นเหล็กสแตนเลสที่มีความเค้นสูง
● สายการหลอมเองเป็นสนธิสัญญาสายอุณหภูมิสูงยาว 20 เมตร อุณหภูมิเตาหลอมอยู่ที่ประมาณ 1150 °C ทั้งสองด้านเป็นทางเข้าและทางออก และอ่างล้างมือถูกขนส่งในทิศทางเดียวโดยรถเคเบิลหรือสายพานลำเลียง เป็นไปได้ที่จะทำให้คล่องตัวประมาณ 30 อ่างในเวลาเดียวกัน
● สหายที่ผ่านการอบแล้วยังรวมถึงการล้างสนามแม่เหล็กด้วย ขจัดคุณสมบัติแม่เหล็กของเหล็กกล้าไร้สนิมเนื่องจากการยืดตัว

หลอม-หลอมเตา
● โรงงานอ่างล้างมือหลายแห่งไม่มีแนวการอบอ่อนในตัวเอง แต่ใช้การอบอ่อนจากแหล่งภายนอกไปยังโรงหลอมของบริษัทอื่นแทน
● บางครั้งโรงงานอ่างล้างจานก็ใช้เตาหลอมเพื่อให้เกิดการทำงานทางเลือกตามความต้องการ

วาดที่สอง
● หลังจากการหลอม อ่างจะถูกดึงโดยกดไฮดรอลิกและแม่พิมพ์
● ภาพวาดที่สองจะต้องวาดอย่างเต็มที่จนถึงความลึกของการออกแบบ

การตัดขอบ
● แท่นกดแบบไฮดรอลิกแบบพกพา หลังจากที่ดึงผลิตภัณฑ์แล้ว จะไม่มีการหดตัวเกิดขึ้นที่ขอบของแผ่นเหล็ก ณ จุดนี้ ต้องตัดแต่งผลิตภัณฑ์สำเร็จรูป
● จำเป็นต้องสงวนตำแหน่งการติดตั้งของตัวทำให้แข็งอ่างด้านบนไว้เมื่อตัดแต่ง

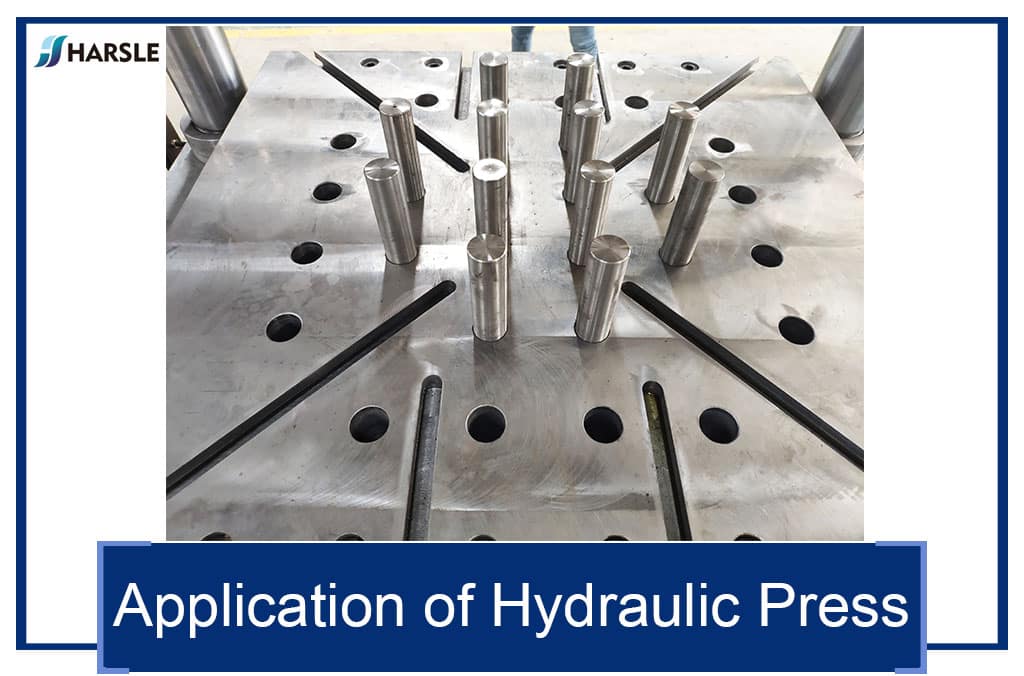
ต่อย
● เจาะรูระบายน้ำและรูน้ำล้นบนแม่พิมพ์และตัวเจาะแบบพิเศษ
● ตามสภาพจริงของเพลตและอุปกรณ์เจาะ อาจจำเป็นต้องดำเนินการประมวลผลเสี้ยนในแต่ละส่วน

การเชื่อมแบบม้วนและการเชื่อมแบบก้น
คุณสามารถข้ามขั้นตอนนี้ได้ หากคุณจะเลือกแม่พิมพ์แบบสองชาม
● หากเป็นอ่างกลิ้งสองช่อง/อ่างเชื่อมด้านล่าง จะต้องเชื่อมด้วยแผ่นด้านบนของอ่างล้างจานหลังจากเจาะ
● การเชื่อมแบบม้วนมักจะทำโดยการเชื่อม CNC แต่คนงานสามารถเชื่อมด้วยมือได้เช่นกัน
● หากเป็นซิงก์สำหรับการเชื่อมแบบก้น จำเป็นต้องเชื่อมแบบก้นสำหรับอ่างล้างจานทั้งสองข้าง
● อ่างเชื่อมแบบก้นพบได้ยากในสายผลิตภัณฑ์ของเรา ลักษณะที่ชัดเจนคือแนวเชื่อมที่อยู่ตรงกลางของอ่างทั้งสอง

การเชื่อมเฉพาะจุดเพื่อเสริมซี่โครง
(คุณสามารถข้ามขั้นตอนนี้ได้หากคุณเลือกแม่พิมพ์แบบสองชาม)
● ใช้เครื่องเชื่อมแบบจุดเลเซอร์สำหรับการเชื่อมซี่โครง/ขอเกี่ยว
● ตามการตั้งค่าอุปกรณ์ที่แตกต่างกัน การเชื่อมแบบจุดแต่ละจุดจะสร้างข้อต่อบัดกรีประมาณ 3 จุด ตัวทำให้แข็งทื่อต้องใช้การเชื่อมแบบจุดหลายครั้งในตำแหน่งที่ต่างกัน
● บางครั้งใช้ซี่โครง/ตะขอเสริมกาว ขึ้นอยู่กับความต้องการของผู้ซื้อ

การรักษาพื้นผิว - ขัดอ่างล้างจานด้านล่าง
● ขัด (แปรง), พ่นทราย (ไฟฟ้า), ขัด (กระจก) และลายนูน
● ขั้นตอนการขัดผิว (การแปรงฟัน) มีการอธิบายไว้ที่นี่โดยเฉพาะ
● การเจียรแบ่งออกเป็นสามหรือสี่ส่วนตามความแตกต่างระหว่างอ่างและอุปกรณ์
● สิ่งแรกที่ต้องขัดคือก้นอ่างล้างจาน

ขัดผนังอ่างล้างจาน
● หลังจากนั้น ผนังอ่างล้างหน้าก็ขัดเงา

ขัดส่วนร่วม
(ขั้นตอนนี้สามารถละเว้นได้หากคุณจะเลือกแม่พิมพ์แบบสองชาม)
● ขึ้นอยู่กับระดับของระบบอัตโนมัติในโรงงานอ่างล้างจาน บางครั้งมีกระบวนการนี้เพื่อลดความจำเป็นในทักษะการขัดเงาของพนักงาน
● เนื่องจากใบหน้าทั้งสองข้างที่อยู่ติดกันได้รับการขัดเงาในทิศทางที่ต่างกัน เส้นที่ยุ่งเหยิงจึงมักเกิดขึ้นที่จุดตัดของพื้นผิว
● ใช้ล้อขัดเพื่อขจัดความโกลาหลระหว่างหน้าแนวตั้งสองหน้า

ขัดเพลทบน
● แผ่นด้านบนขัดเงาเมื่อสิ้นสุดกระบวนการเจียรถึง ลบ รอยเชื่อมแบบก้น รอยเชื่อม และรอยตำหนิบนพื้นผิวที่มองเห็นได้ในตัวหม้อ

เจาะรู Facet
● แท่นขุดเจาะไฮดรอลิกแบบพกพา ขุดตำแหน่งรูก๊อกตามความต้องการของคำสั่ง
● กระบวนการนี้มีอิสระในระดับสูง อาจข้ามได้โดยตรงตามข้อกำหนดในการสั่งซื้อ หรืออาจเกิดขึ้นก่อนกระบวนการเชื่อมใดๆ

ปั๊มโลโก้
● การทำเครื่องหมายของอ่างสแตนเลสส่วนใหญ่ประกอบด้วยสองวิธีต่อไปนี้: แบบเลเซอร์และแบบลายฉลุ (ดูรูปด้านขวา)
● ดันถังเก็บน้ำเข้าที่ตำแหน่งคงที่จนสุดเพื่อให้แน่ใจว่าตำแหน่งลายฉลุมีความสม่ำเสมอ

เลเซอร์มาร์คกิ้ง
● แท่นกดแบบไฮดรอลิกแบบพกพา ใช้วิธีการแกะสลักด้วยเลเซอร์เพื่อทำเครื่องหมาย
● นอกจากการมาร์กด้วยเลเซอร์อัตโนมัติเต็มรูปแบบแล้ว ยังมีการมาร์กด้วยเลเซอร์ระบุตำแหน่งด้วยตนเองในราคาประหยัดด้วย (ดูด้านขวา)
● วางฟิล์มกึ่งซึมผ่านที่มีโลโก้ของแบรนด์ไว้แน่นในตำแหน่งที่กำหนดของเครื่องหมาย และใช้เครื่องส่งเลเซอร์แบบมือถือส่องแสงสว่างที่ระยะศูนย์
● เลเซอร์จะเคลื่อนผ่านส่วนที่ส่งผ่านแสงของฟิล์มกึ่งซึมผ่านได้ และเกิดการไหม้บนพื้นผิวสแตนเลส

ซ่อมแซม
● แท่นกดพินไฮดรอลิกแบบพกพา ความเสียหายเล็กน้อยที่เกิดขึ้นr ในอัลl กระบวนการผลิตมีความสำคัญต่อมูลค่าทางการค้า พวกเขาจะถูกส่งไปยังไซต์ซ่อมก่อนกระบวนการฉีดพ่นและคนงานจะซ่อมแซมด้วยตนเอง

พ่นสี
● ทำทรีตเมนต์สเปรย์ด้านล่าง
● วัตถุประสงค์ของการฉีดพ่นมีสามประการ: 1. เพื่อให้อ่างล้างมือที่เบาและบางมีน้ำหนักเพิ่มขึ้น 2. เพื่อปกปิดรอยไหม้ที่เกิดจากการหลอมและสาเหตุอื่นๆ 3. เพื่อป้องกันปรากฏการณ์การควบแน่นในสภาพแวดล้อมห้องครัว
●การฉีดพ่นในประเทศโดยทั่วไปเป็นเพียงการทาสี อันที่จริงไม่มีฟังก์ชันป้องกันการควบแน่น
● นอกจากการฉีดพ่น การดองยังช่วยขจัดจุดไหม้ที่เกิดจากการหลอม

การทำความสะอาดและบรรจุภัณฑ์
● แท่นกดแบบไฮดรอลิกแบบพกพา เนื้อหาของงานทำความสะอาดรวมถึงการกำจัดคราบน้ำมันที่ยืดออก การกำจัดสิ่งสกปรกและด้านหน้าของสเปรย์ การกำจัดล้อเจียรและเศษเหล็กสแตนเลส การกำจัดรอยนิ้วมือและฝุ่นอื่นๆ
● ตามข้อกำหนดในการสั่งซื้อ อ่างล้างจานสามารถบรรจุลงในวงเล็บ กล่องใหญ่ หรือแม้แต่บรรจุภัณฑ์ขายปลีก

พื้นที่จัดเก็บ
● สุดท้าย นำสินค้าเข้าคลังสินค้าและรอให้ส่งไปยังสถานที่ที่ผู้ขอสั่งซื้อกำหนด